
{kind=link}
Introduction
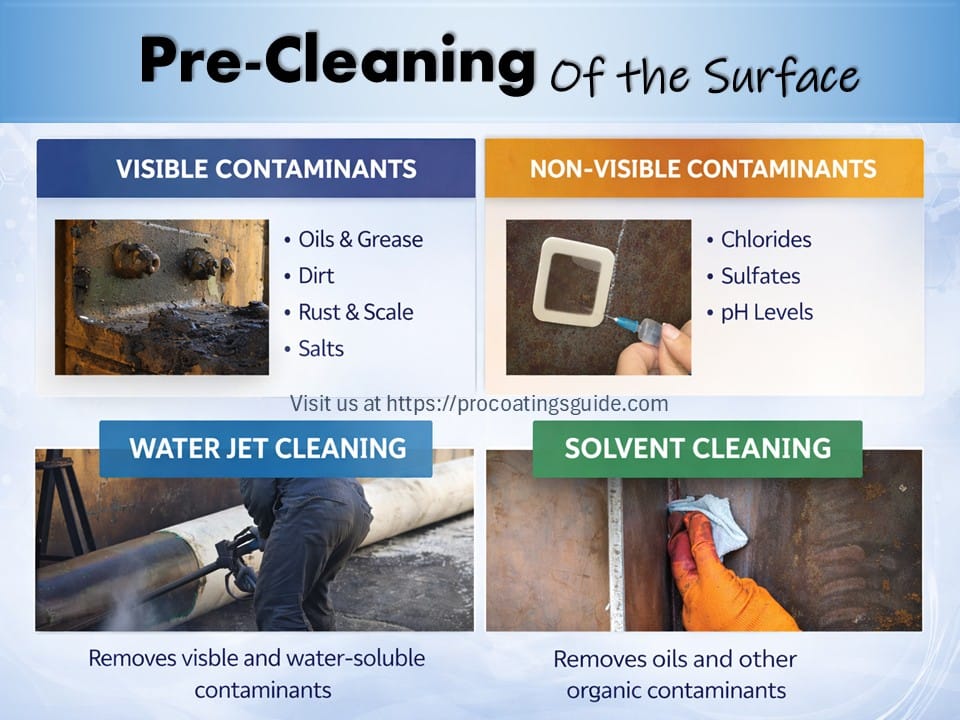
- Pre-cleaning is the process of removing any visible and non-visible contaminants from the surface that may interfere with a coating’s adhesion and lead to premature coating failure.
- Contaminants are any impurities, foreign matter, or other undesirable elements that can damage the applied coating system and the metal substrate.
- The process is called Pre-cleaning as it occurs prior to the more aggressive surface preparation methods of hand and power tool cleaning, abrasive blast cleaning, and waterjet cleaning.
- This order is important, as grease, oil, cutting compounds, or lubricants used in the steel fabrication process, or that have become deposited onto the substrate can be spread across the surface and driven into the surface profile adversely affecting the performance of the newly installed coating system unless they are detected and adequately removed prior to surface preparation.
▶️ Before pre cleaning, ensure proper evaluation in
Surface Contaminants
Contaminants can be broken down into two groups, visible contaminants, and non-visible contaminants. Visible contaminants are detectable with normal or corrected normal vision. Whereas non-visible contaminants require the use of test equipment to detect their presence.
Visible contaminants

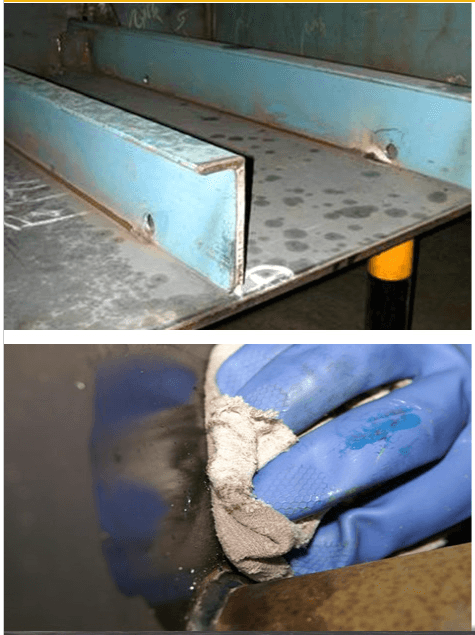
- Visible contaminants include a range of detrimental foreign materials such as oil, grease, dust, dirt, drawing compounds, and cutting compounds.
- Some form of visible contaminants will be present on nearly all coating projects, as grease, oil, cutting compounds, or lubricants are used in the steel fabrication process, and can also become deposited onto existing surfaces while in service.
- In turn, the requirements for the removal of visible contaminants should be outlined in the project’s specification.
Non-visible contaminants
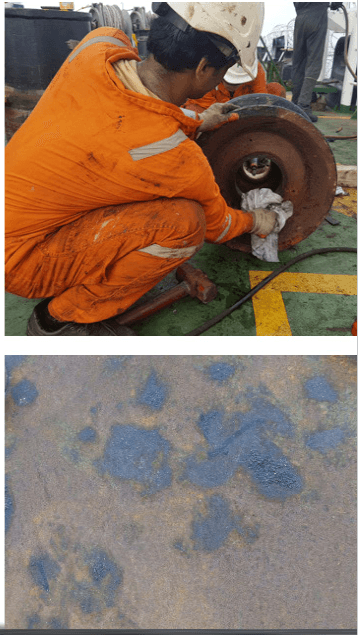
- Non-visible contaminants can include some oils but, in this context, the focus is on soluble salts, such as chlorides, sulfates, and nitrates.
- Soluble salts are often deposited on the surface of the steel in marine and industrial environments where the air contains particles of these salts.
- Soluble salts are also deposited on steel surfaces by acid rain, marine spray, chemical processes, splash, spillage, and immersion.
- If this occurs after blast cleaning but before coating, it may be necessary to wash and re-blast the surface.
Pre Cleaning Process
1. Removing Visible Contaminants from the Substrate
- Solvent cleaning is a form of surface preparation that uses chemical solutions to remove visible contaminants from a surface.
- Solvent cleaning is performed before power tool cleaning and abrasive blasting but may also be performed again after surface preparation if the surface becomes contaminated prior to coating application.
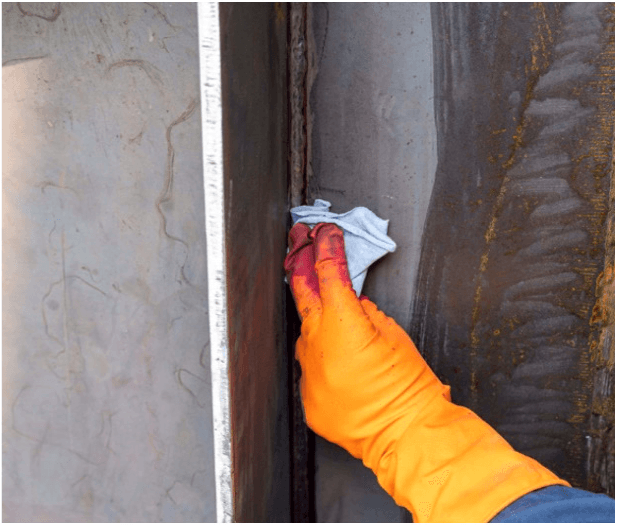
During solvent cleaning, be aware that a poor solvent cleaning technique (not regularly changing the cleaning cloth) can spread contamination to an otherwise clean surface as oil or grease be dissolved in the solvent.
Standards for Solvent Cleaning
▶️ SSPC SP-1 Solvent Cleaning :
- SSPC-SP 1 is a commonly used standard that governs solvent cleaning. It can be applied prior to the use of other surface preparation methods (e.g., abrasive blasting) or applied as a standalone surface preparation method.
- It defines criteria for the removal of Visible contaminants only.
- It describe the end condition of a solvent cleaned surface, “When viewed without magnification, a solvent cleaned surface shall be free of visible oil, grease, dust, dirt, drawing and cutting compounds, and other visible soluble contaminants”
- Cleaning methods: Wiping, Scrubbing, Immersion, Spraying, Emulsion, Steam, Pressure washing and Degreasing.
- After solvent cleaning, dirt, dust, and other contaminants are to be removed by either brushing, blowing off with clean dry air, or vacuum cleaning prior to applying the coating.
▶️ ISO 8504-3 Solvent Cleaning:
- Another standard that governs solvent cleaning is ISO 8504, Preparation of Steel Substrates Before Application of Paints and Related Products — Surface Preparation Methods — Part 3: Hand-and Power-tool Cleaning.
- It defines criteria for the removal of Visible contaminants and Non-visible contaminants.
- It describe, “solvent cleaning as a method for removing visible oil, grease, soil, and machining lubricants and non-visible, soluble contaminants from steel surface before hand and power tool cleaning”
- These cleaning methods include simple wiping with cloths moistened with solvent, total or partial immersion in the solvent, solvent spray systems, and treatment with water or steam without emulsion and alkaline cleaners.
- Cleaning with solvents or solutions should be followed by rinsing with potable (tap) water.
Solvent Cleaners
- There is a wide range of different solvent cleaners available. In the coatings industry today, pure organic solvents are rarely used to remove contaminants from the surface.
- They are being replaced by more environmentally friendly cleaners, such as detergents and emulsifying cleaners.
- Acceptable solvent types that conform to SSPC-SP 1 or ISO 8504 include,
- Organic solvents,
- Detergents,
- Emulsifiers,
- Water,
- Steam,
- Alkaline cleaners,
- Acidic cleaners.

- The compatibility of the solvent cleaner and existing coating needs to be assured, as chemicals contained within the selected solvent may not be compatible with the coating specified for the project
▶️ Check out in details, click here to know about
Solvent Cleaning Verification Methods
- After solvent cleaning, visually inspect the surface to verify that all visible contaminants have been removed.
- On some coating projects, the specification will require the inspector to supplement this visual inspection, with an additional verification method. High-level descriptions of the most common tests can be found as following.
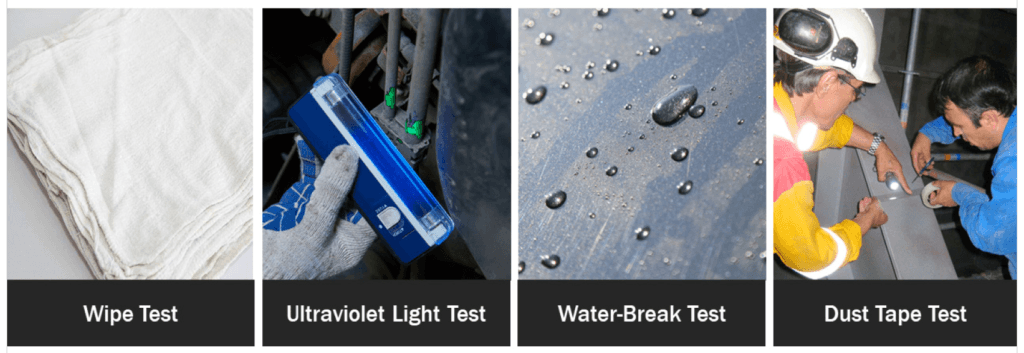
Wipe Test:
- The wipe test is used to detect any remaining residue on the cleaned surface.
- To perform the wipe test, a clean dry white rag is wiped across the [dry] cleaned area(s) and then examined for visible residue.
Ultraviolet (UV) Light Test:
- The UV light test is used to detect oil or grease in small quantities on cleaned surfaces.
- Procedure: A UV light shone over the clean area will illuminate the surface to reveal traces of
certain hydrocarbon oils including grease and fingerprints. A bright yellow or green fluorescence of the surface indicates the presence of grease or oil contamination. - Further, in daylight, a black sheet or drape may be required to shield the area from atmospheric light.
Water-Break Test
- The water-break test is used to detect oil on the surface.
- Procedure: To perform the water-break test, the piece of metal that is being tested is immersed in or sprayed with clean water. As the film of water runs down the surface it will start as a continuous sheet and generally form a single defining line. As the water continues to recede down the surface, any surface contaminant will interfere with the wetting and cause a break or interruption. These breaks will be visible by the formation of droplets, or large blotchy areas in the layer of water on the surface.
- When specified, the cleaned areas should be examined in accordance with ASTM F21, “Standard Test Method for Hydrophobic Surface Films by the Atomizer Test,” or ASTM F22, “Standard Test Method for Hydrophobic Surface Films by the Water-Break Test” can provide
additional guidance on performing the water-break test.
Surface Dust Test:
- The dust tape test determines the quantity and size of dust particles on a cleaned surface.
- The test is conducted in accordance with ISO 8502-3, “Preparation of steel surfaces before application of paint and related products–Tests for the assessment of surface cleanliness, Part 3: Assessment of dust on steel surfaces prepared for painting (pressure- sensitive tape method).”
▶️ Check out in details, click here to know about
2. Removing Non-Visible Contaminants
- Soluble salts are the primary focus when detecting and removing non-visible contaminants.
- As the name indicates, these chemical salts are soluble and can be dissolved into water.
- Soluble salts are commonly removed from surfaces by pressure washing or steam cleaning with clean water, or water with the addition of a proprietary salt removing solution.

Pressure Washing:
- Pressure washing sometimes referred to as high-pressure water cleaning, involves the discharge of a fresh, water stream from a nozzle at pressures of 34 to 70 MPa or 5,000 to 10,000 PSIG.
- The impact of the water on the surface loosens, dissolves, and washes away the salts. Various pressures can be used with or without detergents which can be applied via brush or spray. Pressure washing with detergents is the most common method of pre-cleaning.
Steam Cleaning:
- Steam cleaning involves the high-pressure discharge of hot water combined with steam from a nozzle.
- This steam then loosens contaminants on the surface allowing them to be wiped away.
- If a substrate is contaminated with grease and oils, it may be more economical and safer to apply a detergent before steam cleaning.
- If an alkaline detergent is added to the water, the surface must be thoroughly flushed with hot water, then tested for residual alkalinity.
- Steam cleaning has the potential to create rust back or flash rust.
Water jetting:
- When heavy amounts of contamination are present, Water jetting can also be utilized.
- Water jetting refers to the discharge of a water stream from a nozzle at high pressures that can exceed 413 MPa or 60,000 PSI. The increased pressure increases the force the water impacts the surface, helping to remove more adherent contaminants.
- In addition to removing non-visible contaminants, water jetting can also be used to prepare a surface for coating application by removing coating residue, mill scale, and rust materials from the surface.
Detection of Soluble Salts (non-visible contaminants)
- To ensure that optimum coating quality is achieved, it is essential to inspect surfaces for chemical contamination by soluble salts.
- This inspection typically occurs just prior to surface preparation or just prior to coating application.
- As soluble salts cannot be detected visually, test equipment is required. This test equipment serves two purposes, the first is to extract a sample from the surface and the second is to analyze the sample.
- Depending on the equipment, the analysis process can produce qualitative or quantitative results. The qualitative test methods simply determine if soluble salts are or are not present. Whereas the quantitative test methods can determine the precise concentration of soluble salts.
- The method used will be determined by the project’s specification. The most common methods of testing for soluble salts are:
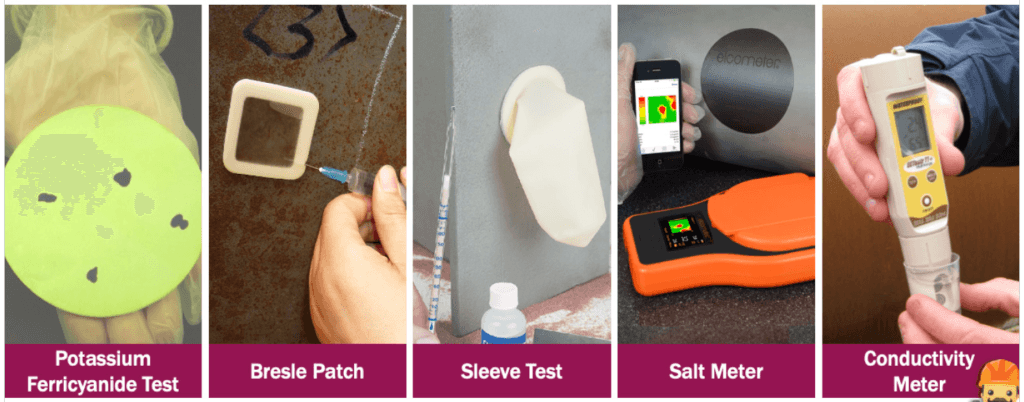
1. Potassium Ferricyanide Test:
- A qualitative test for water-soluble ferrous salts (ions) that is designed only to detect the presence of this substance on a steel substrate.
- It is not designed to measure the quantity of these ions.
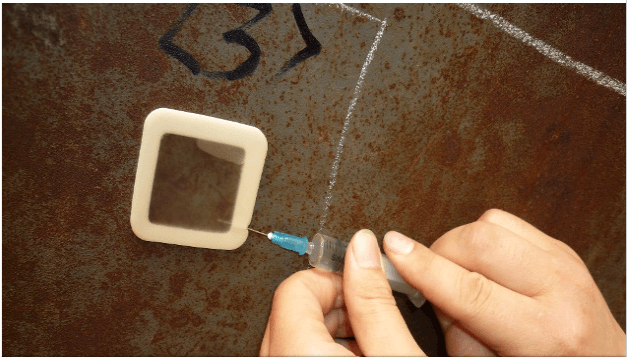
2. Bresle Patch Test :
- The Bresle Test or Bresle Patch Test is used to extract soluble salts from the surface and measure their concentration.
- It is one of the most common methods for testing the presence of soluble salts on metal surfaces. The test works by applying a special patch to the surface to be tested and then injecting a specified volume of deionized water under the patch. Any soluble salts present on the surface will dissolve in the water. Fluid is then extracted, and its conductivity is measured to determine the concentration of soluble salts.
3. Sleeve Test:
- A simple test often used in the field to test for contamination.
- It is designed to be used on vertical, horizontal, or overhead surfaces.
- There are two variations of the sleeve test. One uses a titrator tube to determine the results of the test; the other uses a colorimeter to determine the results of the test. Regardless of the manufacturer, the tests are usually performed in a similar manner.
4. Salt Meter:
- Some manufacturers have simplified test methods by utilizing technology to increase repeatability and accuracy.
- This meter can quickly measure the level of soluble salts on a surface much faster than the Bresle equivalent test method.
- Other considerations for this type of testing is that the test paper can be saved and analyzed later if there is a dispute.
5. Conductivity Test :
- This is a method to measure the conductivity of a solution that contains chloride.
- Electrical conductivity measurements indicate the total soluble salt content but cannot indicate what specific salts are present. Test samples are measured with a conductivity meter.
▶️ There is a range of industry standards that provide guidance for the surface extraction and analysis of soluble salts. These tests covered here in details,
The next step is to perform surface preparation of the substance, once the pre cleaning is completed.
Visit the below link for details guidelines on different types of Surface Preparation methods.