{kind=link}
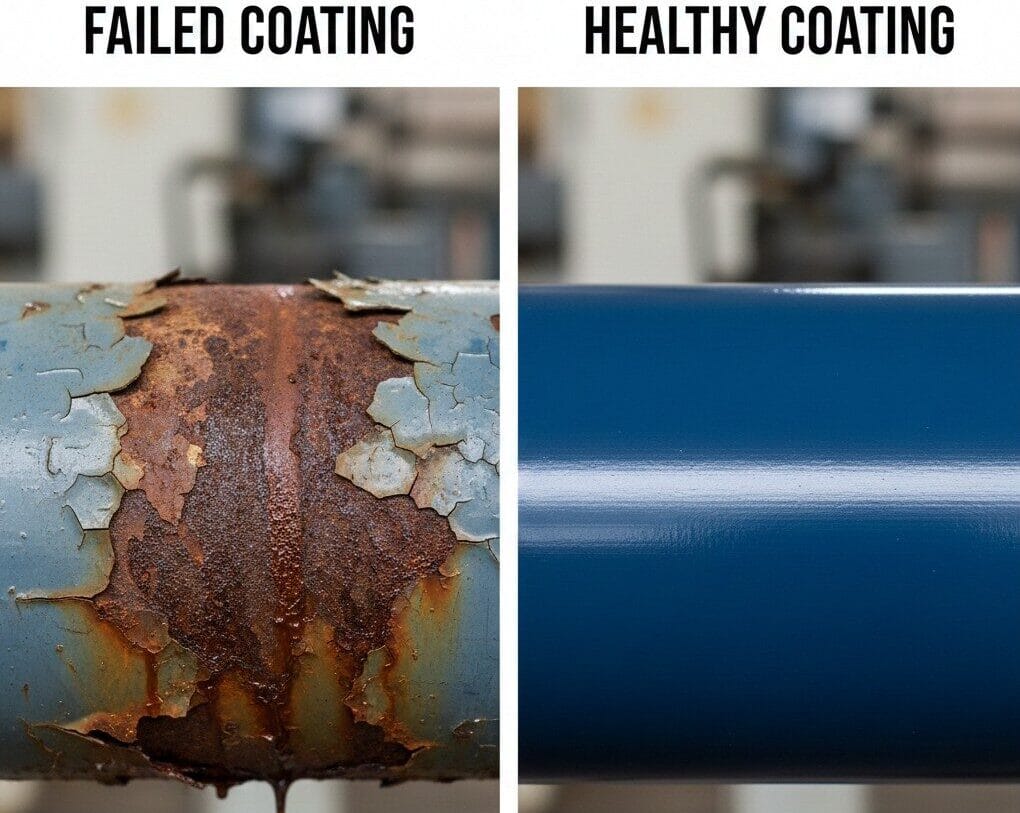
The first step in the surface preparation process is to inspect the initial condition assessment of the surface. As we discussed earlier that surface preparation plays important role in integrity of any coatings. So, the initial condition assessment also necessary before starting of the surface preparation process. Conducting this assessment helps visually locate any challenges to achieving the owner’s requirements.
Initial Surface Condition Assessment Steps
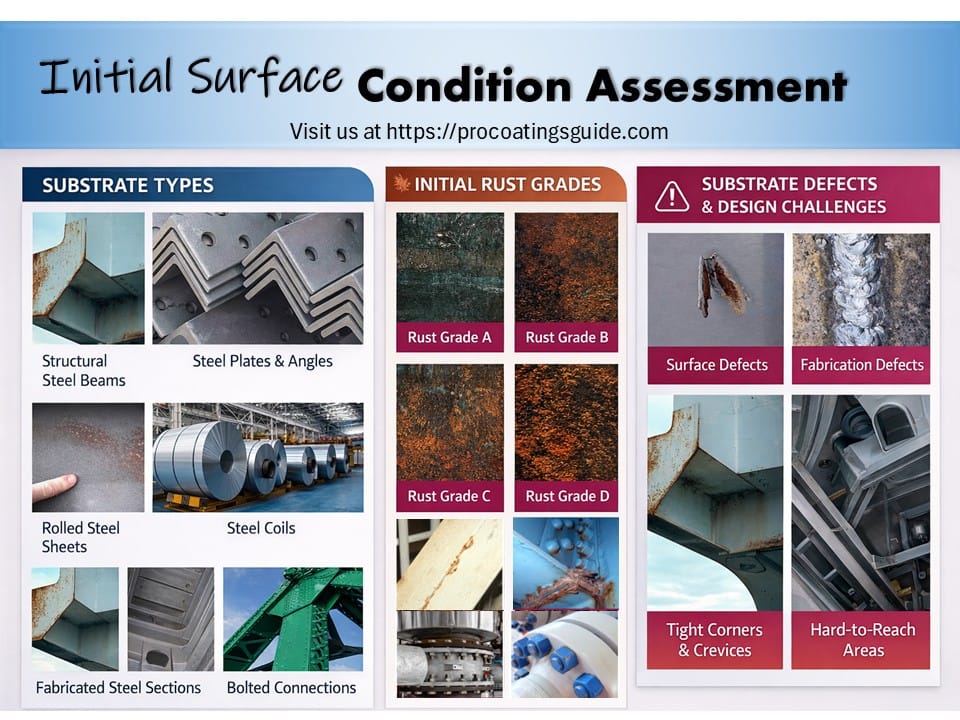
Initial Condition Assessment involves visually inspecting the surface to identify the:
Step-1: Types of Substrate
Carbon Steel, stainless steel, aluminum, galvanized iron etc.
Step-2: Surface Cleanliness
Rust grades, mill scale, pitting etc.
Step-3: Design challenges and Surface defects
Corners, edges, welds etc.
Step-1: Substrate type
- The first step of the Initial Surface Condition Assessment is to consider the specific substrate to be coated. The type of material being coated affects both the choice of surface preparation method and the coatings that can be used.
- Therefore, the first step within the initial surface condition assessment is to identify what material the substrate to be coated, is made from.
- Within industrial settings, the most common metal surfaces are steel, stainless steel, zinc-coated or galvanized metal, and aluminum substrates. It is important to note that steel may be new or unpainted steel or steel with mill scale, or it may be corroded.
New or Unpainted Steel
- Steel is an alloy of iron and carbon and because of its high tensile strength and low cost, it is a major building material.
- New steel is relatively easy to clean if it is new and unpainted, provided the surface is not exposed to corrosion in a chemical or marine environment.
- Adherent mill scale can be difficult to remove without blast cleaning. Blast cleaning, using either shot or grit or a mix of the two, can easily remove most mill scale. An advantage of using grit for blasting is the simultaneous creation of an angular surface profile that is suitable for good adhesion.
- Mill scale is formed on new steel by a reaction between the hot steel and oxygen in the environment during the production process.
- As a result, the surface of newly produced hot-rolled steel is generally covered with blue-black deposits of mill scale.
- Adhesion of mill scale to steel is unpredictable and varies from tightly adherent to lightly adherent.
- Mill scale can also be relatively smooth, a factor that is significant for today’s high-build, fast-drying coatings.

- A primary reason for removal of mill scale is the steel is anodic to the mill scale, which is cathodic. The combination of corrosion and overcoating mill scale can cause the mill scale to delaminate, thus causing coating failure.
- Adhesion of coatings to smooth mill scale may be poor, resulting in failure through loss of adhesion.
Previously Coated Steel Surfaces
When previously coated steel needs to be re-coated the existing coating may need to be removed by sanding, abrasive blasting, or stripping away any coatings that:
- Have poor adhesion
- Are too deteriorated to re-coat
- Are incompatible with or affected by a subsequent maintenance coating
- Are peeling or degraded in any way
If the previous coating is completely intact it may not need to be removed. In this situation, the contractor may:
- Remove any coating that is loose and check with a dull putty knife.
- Remove foreign material off with a strong detergent or solvent.
- Abrade the surface to remove any gloss.
- Feather edge the coating, using power tools to ensure a smooth transition prior to coating.
Stainless Steel (Uncoated)
- Stainless steel is a group of iron-based alloys that contain a minimum of approximately 11% chromium, a composition that prevents the iron from rusting, as well as providing heat-resistant properties.
- Uncoated stainless steel reacts with the atmosphere to produce a protective film which is an essential part of its corrosion protection. When paired with carbon steel, stainless steel becomes the cathode.

- Stainless steel may be coated in specific environments to prevent stress corrosion cracking or to gain improved heat resistance, chemical resistance, or simply to meet a new color scheme.
- Specially formulated coatings are available for stainless steel. However, prior to coating, any film present should be removed during surface preparation by degreasing or water rinsing. Otherwise, the coating may detach from the substrate. In general, these protective films formed on stainless steel are usually tough and adherent.
- Some types of stainless steel tend to become rust spotted when exposed to an unsuitable environment. If this occurs, it may be necessary to remove the rust by abrasive blast cleaning using a nonmetallic abrasive.
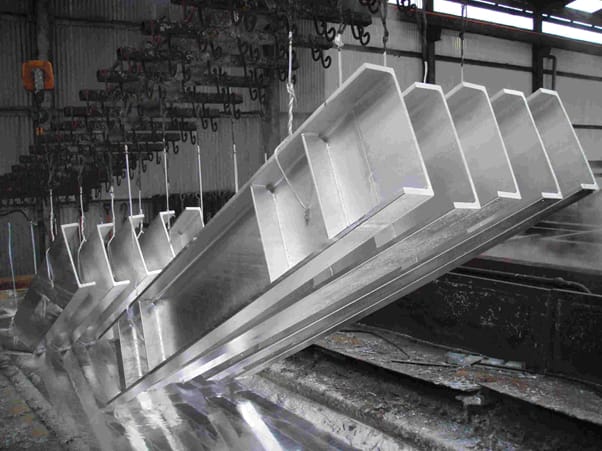
Galvanized Steel
- The most common method is hot-dip galvanizing, in which the parts are submerged in a bath of molten hot zinc. The zinc serves as the sacrificial coating and protects iron by corroding first.
- Freshly galvanized steel should be coated within 48 hours of removal from the galvanizing bath, exposure longer than 48 hours can result in the formation of zinc carbonate salts which passivate the surface and may cause coating system adhesion failures if top coated without removal.
Surface preparation of Galvanized Steel.
- Water washing effectively removes most loosely adherent oxides/zinc salts when using a pressure wash
technique, with plenty of clean, fresh water available. This technique is less effective than blast cleaning. - When blast cleaning, lightly blast clean the surfaces to roughen them prior to coating or treat with an acid-based solution (e.g., acid-etch primer or acid-wash solution) to provide a clean surface with a profile.
Oil-based coatings such as alkyds or epoxy esters perform poorly on galvanized or zinc-coated surfaces because of a reaction between the coating and the zinc surface called saponification. This reaction, a formation of soap, causes degradation of the oil-based binder and consequent loss of coating adhesion to the
zinc surface.
Aluminum
- Aluminum is a silvery-white, lightweight, nonmagnetic metal. It is soft and malleable making it easy to work into new shapes. Aluminum is low density and resists corrosion through the process of passivation.
- New aluminum surfaces may develop a protective oxide film that exhibits low adhesion to the substrate. If coated with an organic coating, this oxide film could detach from the surface.
- However, with anodized aluminum the oxide film adheres strongly to the substrate and can be coated with an organic coating, requiring a light abrasion of the surface before application.

Surface Prparation:
- In some cases, only degreasing and water rinsing are sufficient surface preparation.
- Corroded aluminum surfaces should be checked for oxidation.
- Aluminum, like zinc and zinc-coated surfaces, forms a passive film of aluminum oxide when exposed to the atmosphere. In these cases, the surface should be lightly blasted, or wire brushed to remove powdery or loosely adherent aluminum salts before coating. When blasting, be careful not to produce a higher profile than the product data sheet specifies.
- A special aluminum surface treatment (e.g., etch primer) may be required before coating. Only primers with known compatibility and strong adhesion to a clean surface should be used.
Step-2. Surface Cleanliness
- After the type of substrate has been identified, the next step is to determine the initial condition of the surface. The initial condition of the metal will vary greatly between projects and must be determined, as it will impact the appearance of the surface after it has been prepared.
- The surface preparation process is governed by a series of written industry standards, that will be explored in details here. These standards describe a particular level of cleanliness and the materials and procedures necessary to achieve and verify that level.
- Each of the NACE/SSPC written surface preparation standards have a corresponding visual reference guide that will assist the inspector in determining both the initial condition of the surface and if the specified level of cleanliness was achieved based on the initial condition of the surface.
Both the SSPC VIS guides and ISO 8501-1 pictorial standard contain a collection of reference photographs depicting:
- Initial Condition (SSPC) or Rust Grade (ISO): “Before surface prep” photos that display varying degrees of mill scale, rust, and pitting
- End Condition: “After surface prep” photos that display surfaces that have been prepared to different cleanliness levels using different surface preparation methods.
NACE/SSPC/ISO have separate visual guides for each surface preparation method:
- SSPC-VIS 3, Power and Hand Tool Cleaning
- SSPC-VIS 1, Dry Abrasive Blast Cleaning
- SSPC-VIS 4/NACE VIS 7, Waterjetting
- SSPC-VIS 5/NACE VIS 9, Wet Abrasive Blast Cleaning
- ISO 8501-1 Combines both hand/power tool cleaning and abrasive blasting in the same standard
Initial Conditions: SSPC Visual Guides - Rust Grades
Both the SSPC-VIS 1 Guide for Abrasive Blasting and the SSPC-VIS 3 Guide for Hand and Power Tool Cleaning contain reference photographs depicting the appearance of four initial conditions of unpainted steel.
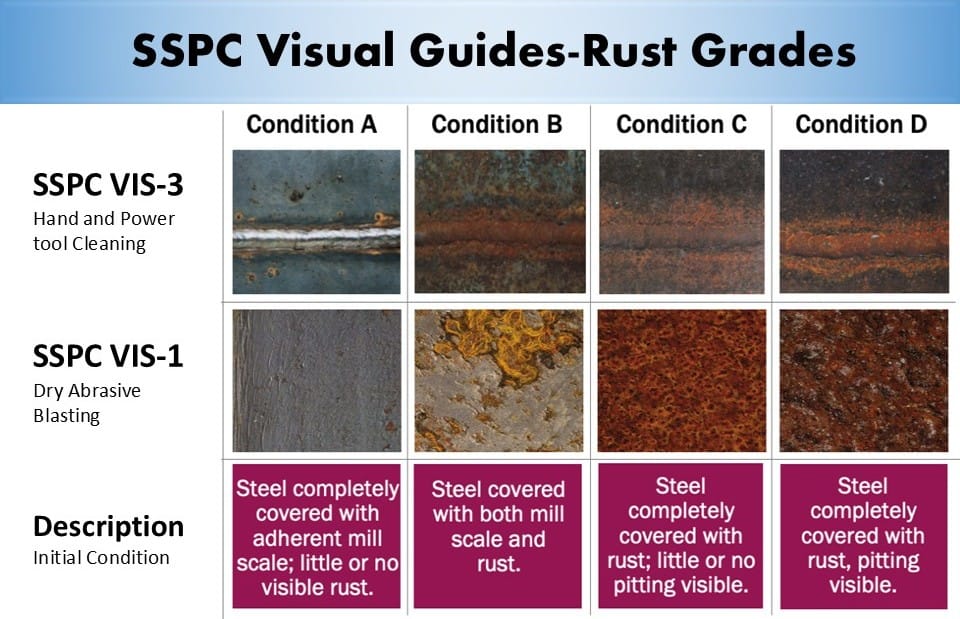
The descriptions of those four, initial conditions are:
- Condition A – Steel completely covered with adherent mill scale; little or no visible rust
- Condition B – Steel covered with both mill scale and rust
- Condition C – Steel completely covered with rust; little or no pitting visible
- Condition D – Steel completely covered with rust, pitting visible
It is important to note that the descriptions of the initial conditions themselves (A, B, C, D) for both cleaning methods are the same but photos are different.
ISO 8501-1 (Pictorial) Standard: Rust Grades (Initial Conditions)
- ISO 8501-1 is a pictorial standard that combines hand/power tool cleaning and abrasive blasting into the same standard.
- Like the SSPC VIS guides, ISO 8501-1 uses the same descriptions for the initial condition whether the surface preparation method is hand/power tool cleaning or abrasive blasting.
- However, ISO 8501-1 uses the same photo for each method, unlike SSPC.
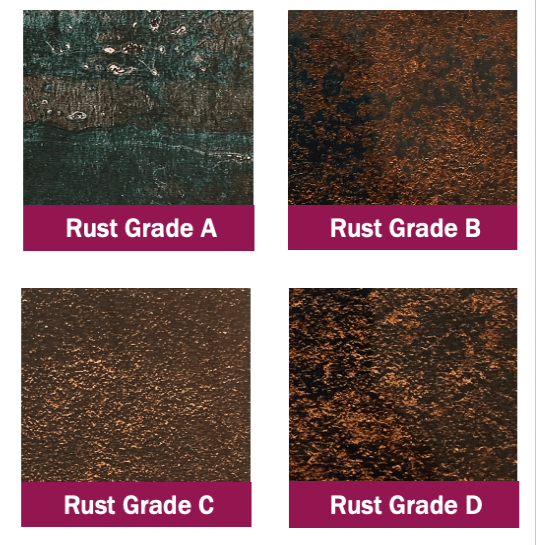
ISO 8501-1 defines four initial condition or rust grades of unpainted steel:
- Rust Grade-A: Steel surface largely covered with adherent mill scale; little if any rust
- Rust Grade-B: Steel surface which has begun to rust and from which the mill scale has begun to flake
- Rust Grade-C: Steel surface on which the mill scale has rusted away or from which it can be scraped but with slight pitting visible under normal vision
- Rust Grade-D: Steel surface on which the mill scale has rusted away on which general is pitting visible under normal vision
Step-3: Surface Defects and Design Challenges
- The third step in the Initial Surface Condition Assessment is to identify any surface defects, fabrication defects, or design challenges on the structure to be coated.
- A defect is an imperfection that arose during the manufacturing or construction and assembly process which impairs the steel.
- Removing any surface or fabrication defects allows for full exposure and evaluation of the substrate, making it easier to identify long- term issues that could affect the integrity of the coating. For example, surface and fabrication defects could break through the coating film or prove difficult to adequately coat.

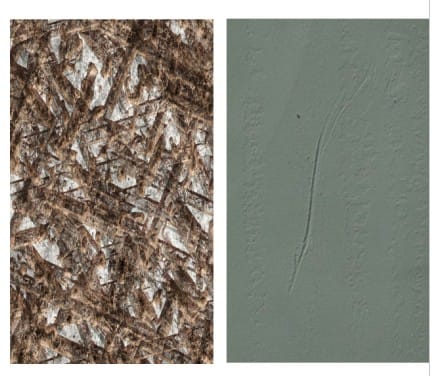
Surface Laminations:
- Surface laminations are the most common surface defects found on steel substrates. They occur during the rolling process in the steel mill.
- Laminations may be visible prior to blast cleaning or maybe raised during abrasive blast cleaning operations in the shop, creating a sliver that projects from the surface.
Surface Preparation:
- These steel defects must be removed, typically by grinding or scraping; otherwise, they may project above the coating film and subsequently corrode. Small surface laminations (even if they do not yet project above the surface) may later curl upward and penetrate or disrupt the coating system.
- The inspector should visually assess the prepared surfaces for slivers and laminations before and after
abrasive blast cleaning. If discovered after blast cleaning, the affected area may have to be re-abrasive blast cleaned after grinding is completed.

Inclusions:
- Inclusions are non-metallic impurities that are trapped in the metal at continuous or randomly spaced intervals.
- It is important to remove inclusions in all forms, such as rolled-in mill scale.
Surface Preparation:
- Remove by chipping and/or grinding.
- Sometimes weld filling can restore the surface.

Gouges:
- Gouges or sharp indentations are typically caused by mechanical damage that has occurred to the substrate, and as a result, limit the effectiveness of a coating.
- Applying a coating over gouges may merely bridge over the gouge, creating voids where corrosion can occur.
Surface Preparation:
- In preparing the surface all indentations should be rounded with a file or grinder, so the entire surface can be evenly and completely coated.
Sharp Angles, Bends, Corners, and Edges:
- Sharp corners and edges create surface tension, which causes coatings to pull back. This results in a thinner dry film thickness, as the wet film reduces in thickness during drying and/or curing.
Surface Preparation:
- Round all sharp bends/edges/corners to a smoth radious.
- Stripe coat prier to coating application.

Imperfect Welds:
- Welding is a fabrication process that joins metals by using high heat to melt the parts together and then allowing them to fuse as they cool. A weld is the joint between these two pieces of metal.
- Welds are a prominent feature of steel structures, when created improperly they can negatively impact the coating application process. Imperfect welds include rough welds, skip welds, and weld spatter.

Rough welds:
- As the name indicates, rough welds are those that are uneven, untidy, and coarse. They can be problematic because of their unevenness.
- The sharp edges and spikes are difficult to coat because the coating pulls back from the edges of the ridges and is much thinner at these points. The coating can also bridge over voids in the weld, allowing moisture and contaminants to become trapped.
- Surface Preparation: Grind the weld by using hand or power tools to remove irregularities prier to application of coatings.
Skip Welds:
- Proper welding technique involves creating continuous welds, rather than spot or intermittent welds. When a weld is broken, in other words, there is a gap, this is known as a skip weld.
- For skip welds, if continuous welding is not possible, a penetrating sealer or caulking in the overlap joints for preparation should be used. It is important that a caulking compound that is compatible with the coating system over the prepared joint before stripe coating is used.
Weld Spatter:
- Weld spatter, are particles of molten metal that during welding are thrown onto the surface around the weld, resulting in a protrusion from the surface.
- Weld spatter maybe up to 20 mils (500 µm) or more in height and is therefore difficult to coat to an appropriate thickness.
- While coating may be deposited onto the spatter, surface tension that is created between the protrusion and the coating causes the coating to draw thin on the spatter. The spatter may eventually remove itself from the steel, creating a void in the coating system and a pathway for corrosion of the underlying steel. For this reason, many specifications will require the contractor to remove the weld spatter.
- Surface Preparation: To remediate weld spatter, it is removed with an impact tool such as a chipping hammer, but generally, removal will require grinding down with a disc or angle grinder.
Design Challenges
- Part of the surface preparation process focuses on mitigating the impact of any design challenges that will prove difficult to cover with coatings.
- Most structures are not designed with the coating process in mind, as a result, structures commonly contain design elements that make the surface preparation and coating processes challenging. These elements are known as design challenges.
Construction Aids:
- Construction aids such as hold-downs, brackets, etc., are often welded to a structure with skip welds or with only one side of the joint welded.
- These temporary aids, designed to be removed after construction, are sometimes left in place and overcoated along with the original coating application.
- When this happens, surface preparation or coating application may be less than ideal and early coating failures occur. Though they create a potential problem, do not remove construction aids in the field without engineering approval.
- However, prepare the surface as per the specification and apply a proper coat or coats to avoid premature failure of the surrounding coating.
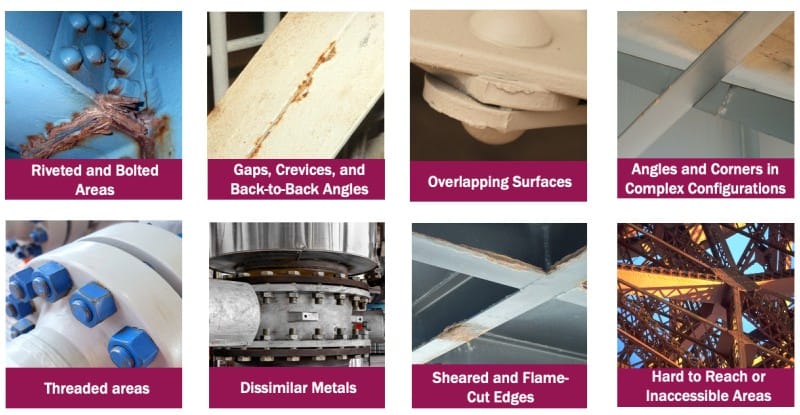
Rivets and Bolted Areas:
- Designs that feature riveted and bolted areas that can leave gaps and very tight areas that are next to impossible to clean and coat. It is extremely difficult to protect bolts in these design configurations.
Gaps, Crevices, and Back-to-Back Angles:
- Gaps, crevices, and back-to-back angles can also lead to early coating failures as moisture and other contaminants can become trapped inside.
- These problems are common on older structures and may not be as common on newer structures built today.
- Gaps and crevices should be caulked to prevent the formation of an electrochemical cell.
Overlapping Surfaces:
- Overlapping surfaces and roof plates, which are generally skip-welded (a technique of spacing welds), can
create areas inaccessible for either cleaning or coating. They create crevices and moisture accumulation,
which often cause corrosion.
Angles:
- Angles are frequently used in construction. Often the backsides of these angles are not coated but are sometimes pre-coated with galvanizing or inorganic zinc.
- The area between the angles may be impossible to clean and coat.
- Seal the void space around the angles with caulking or mastic to prevent corrosion and the possible undercutting of coating at the edges.
Once the Initial Surface Condition Assessment completed, next step is to perform pre-cleaning of the substance. The focus of this step is the removal of visible and non-visible surface contaminants, which may interfere with the bond of the coating to the substrate.
Visit the below link for more details on pre cleaning.