{kind=link}
Introduction
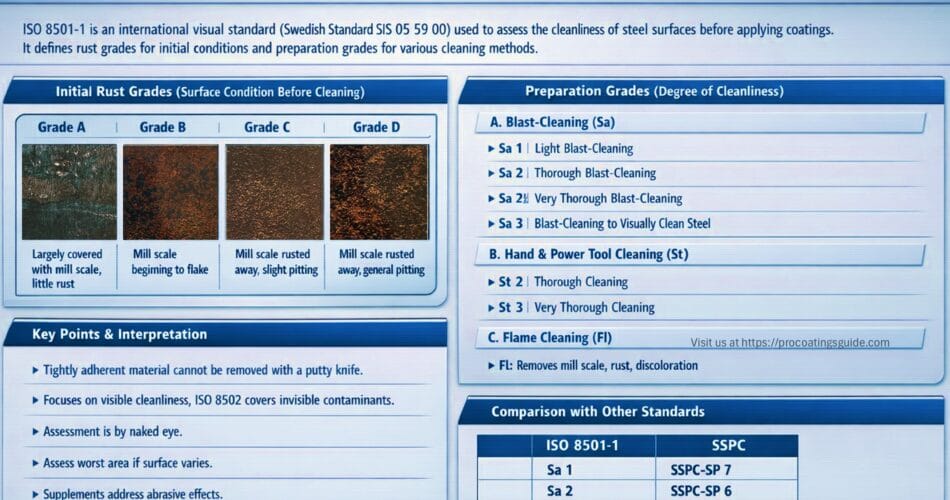
Surface preparation is the backbone of any successful coating system. The ISO 8501 series, developed by the International Organization for Standardization, provides globally accepted visual standards for assessing steel surface cleanliness.
This guide covers all key parts: ISO 8501-1, 8501-2, 8501-3, and ISO 8501-4.
ISO 8501 consists of the following parts, under the general title “Preparation of steel substrates before application of paints and related products — Visual assessment of surface cleanliness:”
| Standard | Description |
|---|---|
| ISO 8501-1 | Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings |
| ISO 8501-2 | Preparation grades of previously coated steel substrates after localized removal of previous coatings |
| ISO 8501-3 | Preparation grades of welds, edges and other areas with surface imperfections |
ISO 8501-4 | Initial surface conditions, preparation grades and flash rust grades in connection with high-pressure water jetting |
ISO 8501-1: Rust Grades & Preparation Grades
This part of ISO 8501 specifies a series of rust grades and preparation grades of steel surfaces. The various grades are defined by written descriptions together with photographs that are representative examples within the tolerance for each grade as described in words
Rust Grades:
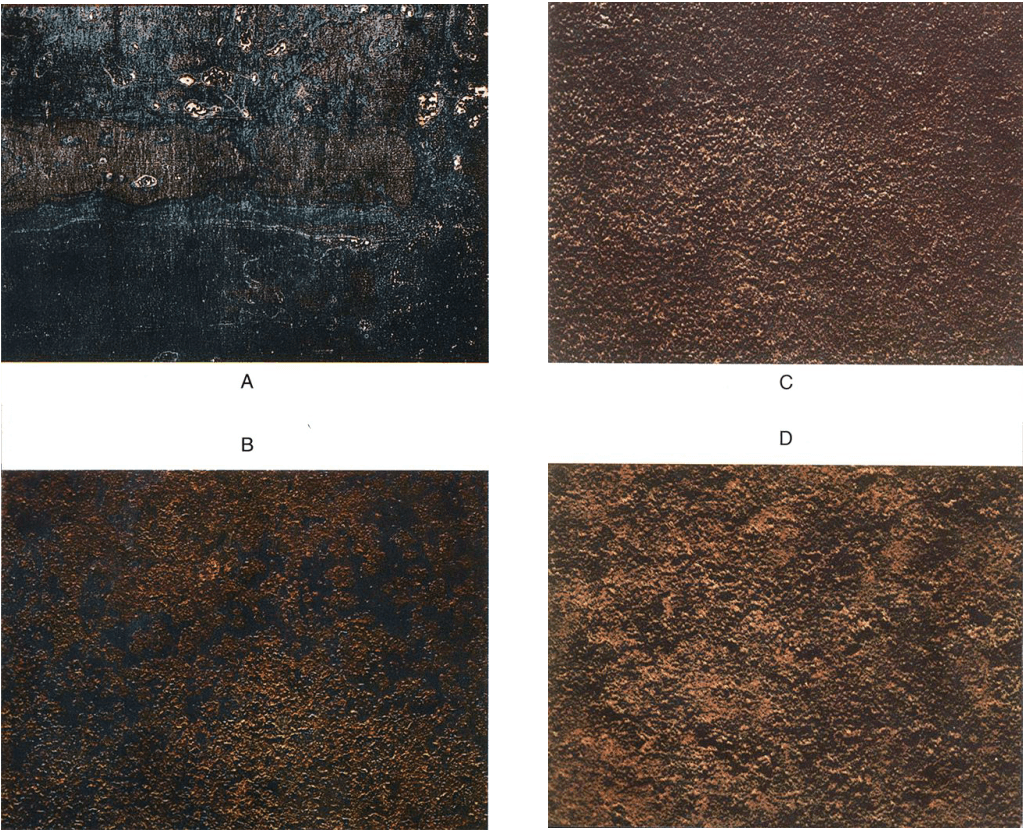
ISO 8501-1 defines four initial condition or rust grades of unpainted steel:
- Rust Grade-A: Steel surface largely covered with adherent mill scale; little if any rust
- Rust Grade-B: Steel surface which has begun to rust and from which the mill scale has begun to flake
- Rust Grade-C: Steel surface on which the mill scale has rusted away or from which it can be scraped but with slight pitting visible under normal vision
- Rust Grade-D: Steel surface on which the mill scale has rusted away on which general is pitting visible under normal vision
Preparation Grade:
- A number of preparation grades, indicating the method of surface preparation and the
degree of cleaning, are specified. - The preparation grades are defined by written descriptions of the surface appearance after the cleaning operation, together with representative photographic examples
- Each preparation grade is designated by the appropriate letters such as,
- “Sa” – Abrasive Blasting
- “St” – Hand and Power tool Cleaning
- “FI” – Flame Cleaning
- The number following, if any, indicates the degree of cleaning from mill scale, rust and previous coatings.
1. Abrasive Blasting, Sa
- Surface preparation by blast-cleaning is designated by the letters “Sa”.
- Prior to blast-cleaning, any heavy layers of rust shall be removed by chipping. Visible oil, grease and dirt shall also be removed.
- After blast-cleaning, the surface shall be cleaned from loose dust and debris.
Sa 1 - Light blast-cleaning
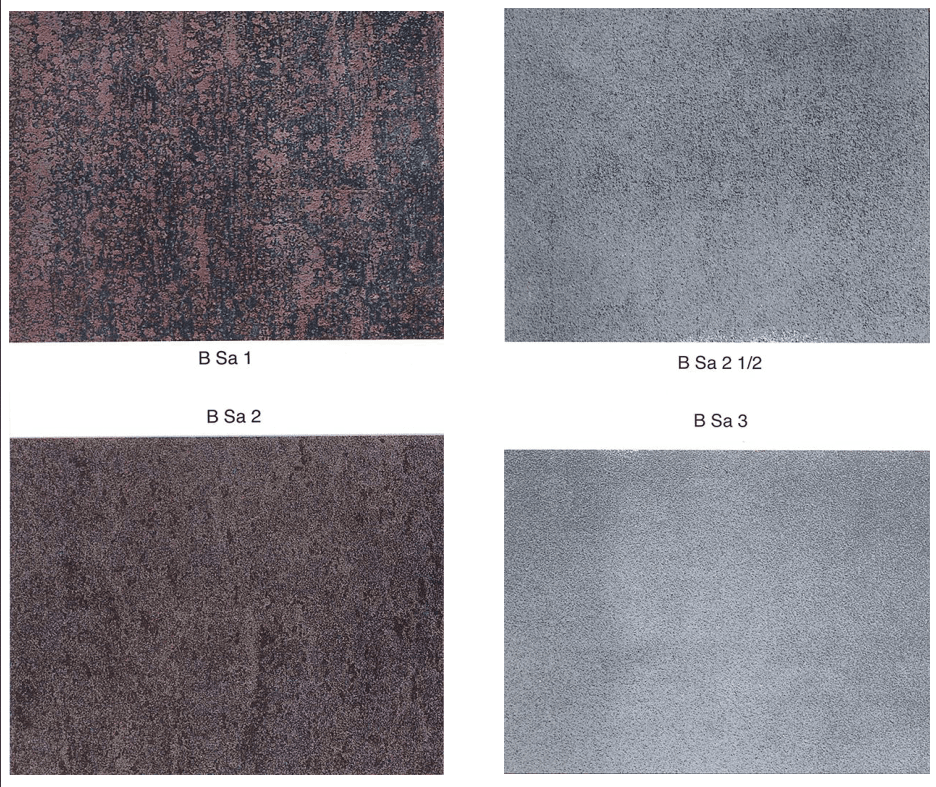
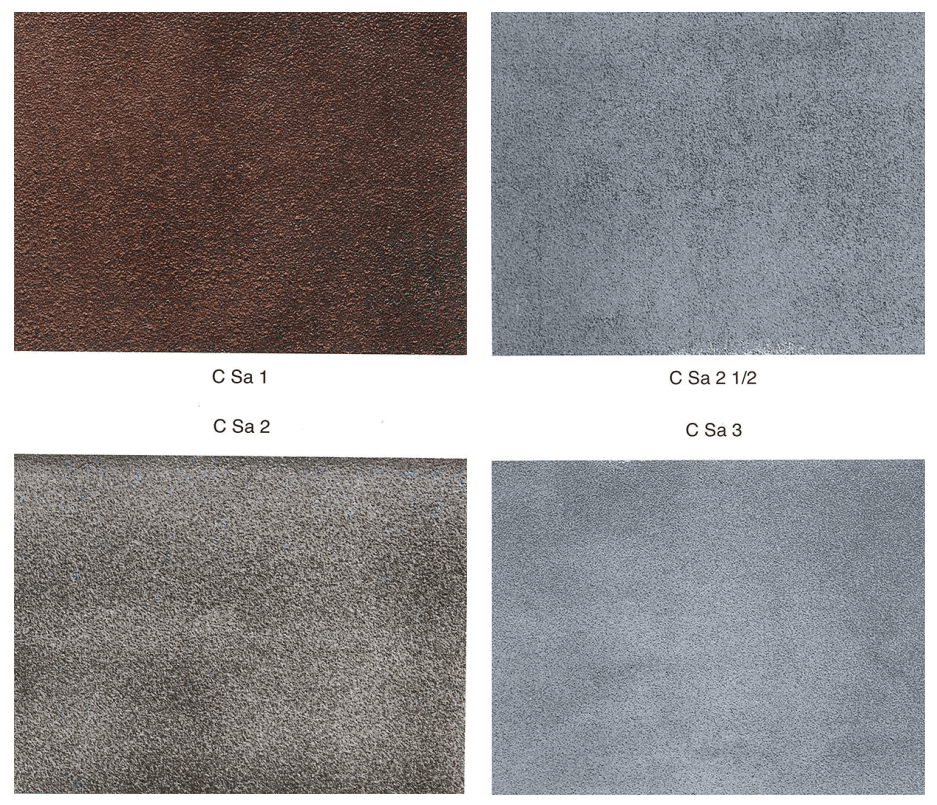
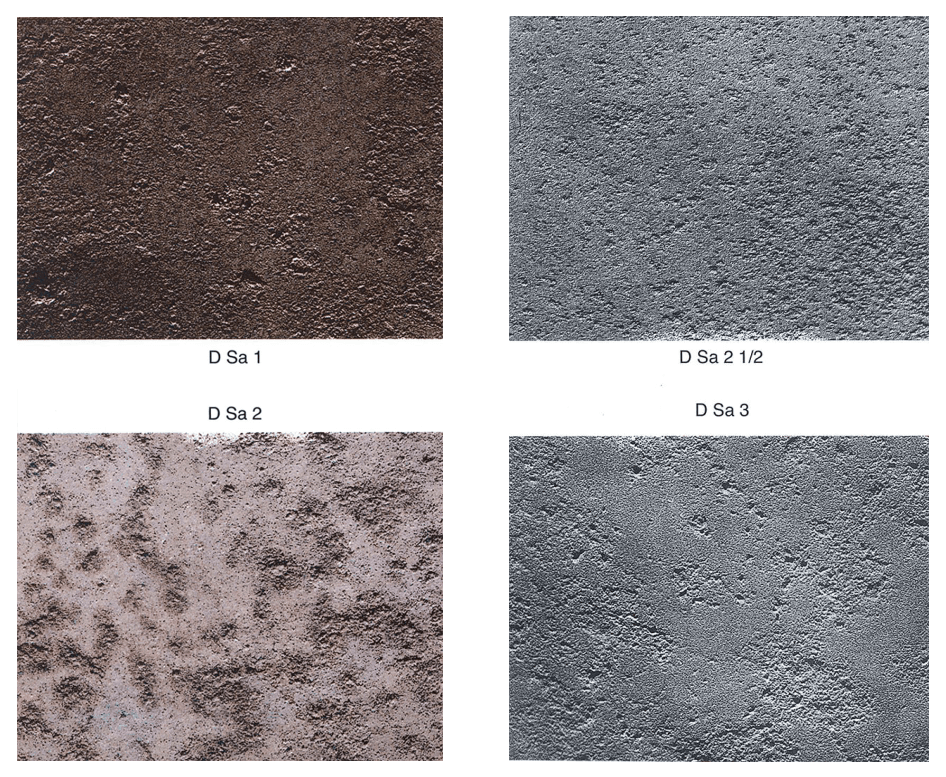
When viewed without magnification, the surface shall be free from visible oil, grease and dirt, and from poorly adhering mill scale, rust, paint coatings and foreign matter. See photographs B Sa 1, C Sa 1 and D Sa 1.
Sa 2 - Thorough blast-cleaning
When viewed without magnification, the surface shall be free from visible oil, grease and dirt, and from most of the mill scale, rust, paint coatings and foreign matter. Any residual contamination shall be firmly adhering. See photographs B Sa 2, C Sa 2 and D Sa 2.
Sa 2 ½ - Very thorough blast-cleaning
When viewed without magnification, the surface shall be free from visible oil, grease and dirt, and from mill scale, rust, paint coatings and foreign matter. Any remaining traces of contamination shall show only as slight stains in the form of spots or stripes. See photographs A Sa 21/2, B Sa 21/2, C Sa 21/2 and D Sa 21/2.
Sa 3 - Blast-cleaning to visually clean steel
When viewed without magnification, the surface shall be free from visible oil, grease and dirt, and shall be free from mill scale, rust, paint coatings and foreign matter. It shall have a uniform metallic colour. See photographs A Sa 3, B Sa 3, C Sa 3 and D Sa 3.
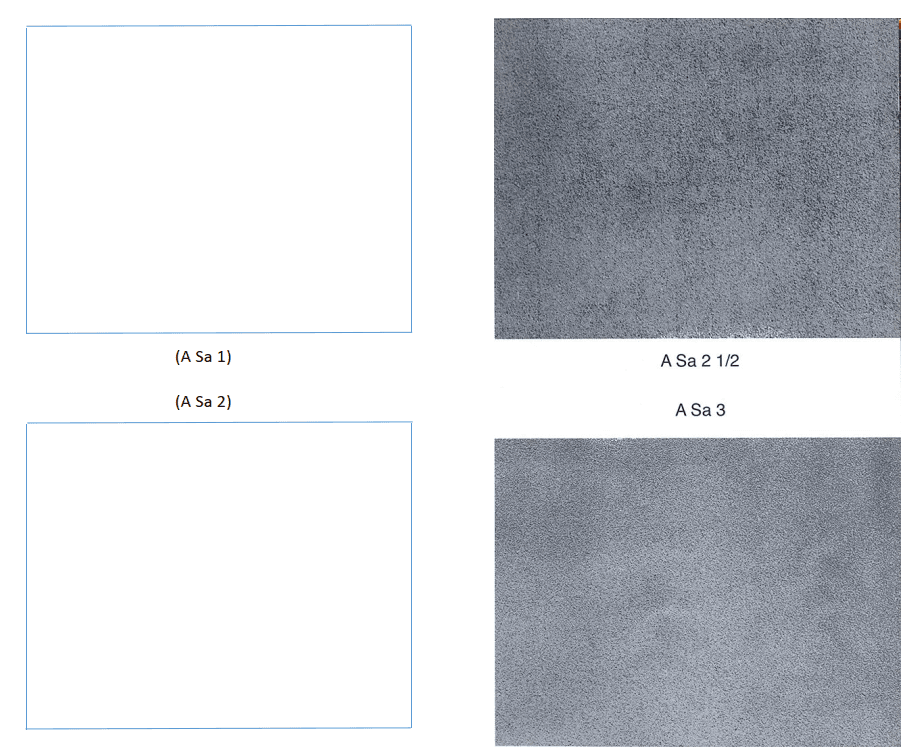
Note: It should be noted that Sa-1 & Sa-2 grades are not achievable in rust grade-A because of availability of mil scale.
2. Hand and power tool cleaning, St
- Surface preparation by hand and power tool cleaning, such as scraping, wire- brushing, machine-brushing and grinding, is designated by the letters “St”.
- Prior to hand and power tool cleaning, any heavy layers of rust shall be removed by chipping. Visible oil, grease and dirt shall also be removed.
- After hand and power tool cleaning, the surface shall be cleaned from loose dust and debris.
1. St 2 - Thorough hand and power tool cleaning
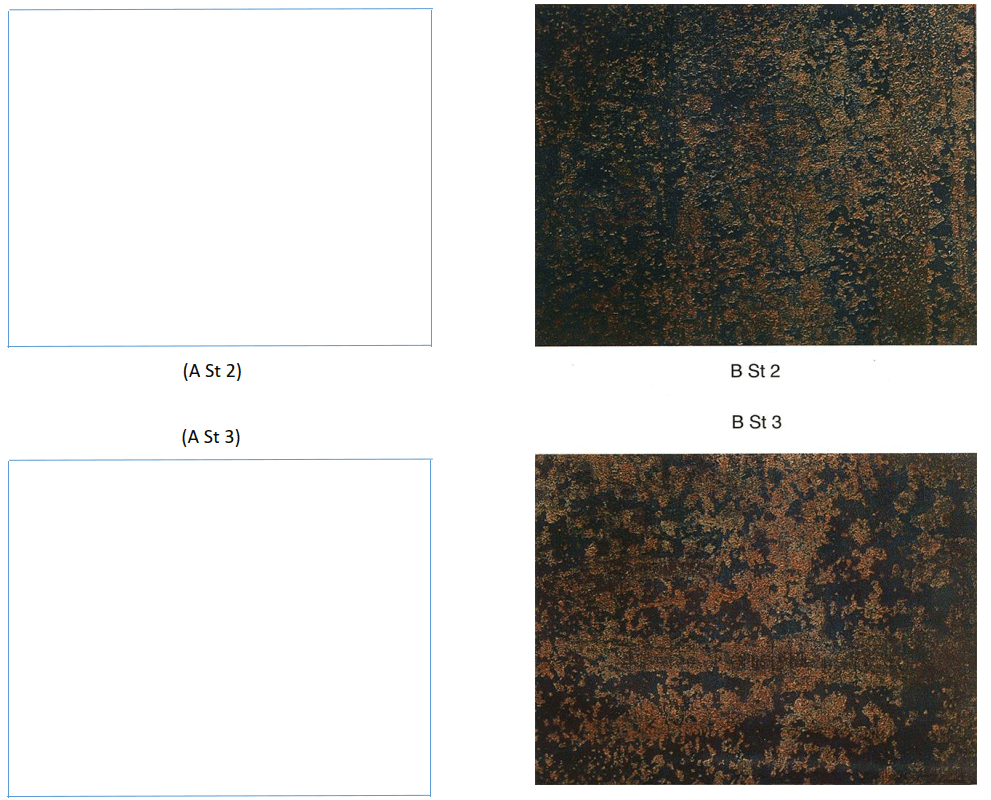
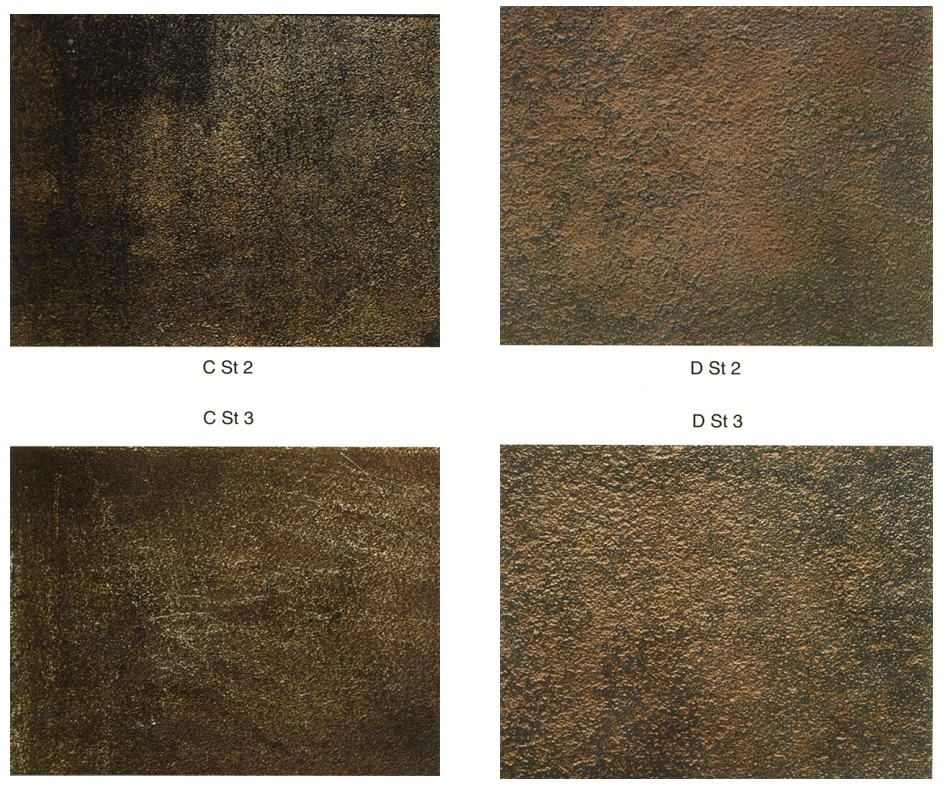
When viewed without magnification, the surface shall be free from visible oil, grease and dirt, and from poorly adhering mill scale, rust, paint coatings and foreign matter. See photographs B St 2, C St 2 and D St 2.
2. St 3 - Very thorough hand and power tool cleaning
As for St 2, but the surface shall be treated much more thoroughly to give a metallic sheen arising from the metallic substrate. See photographs B St 3, C St 3 and D St 3.
Note: It should be noted that St-2 & St-3 grades are not achievable in rust grade-A because of availability of mil scale.
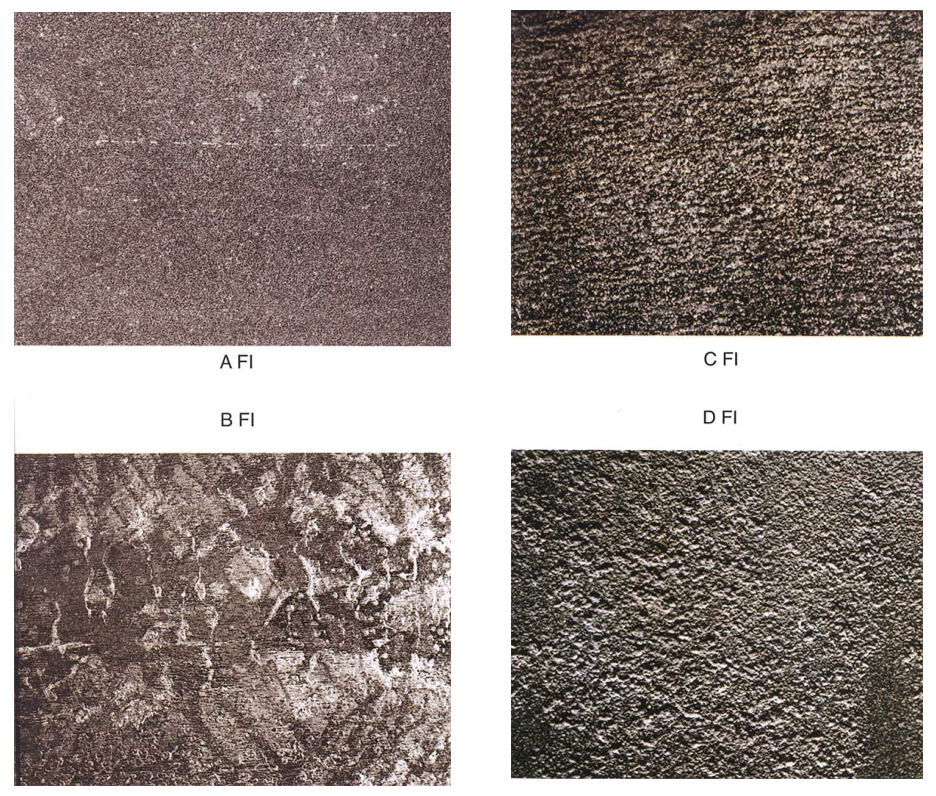
3. Flame cleaning, FI
- Surface preparation by flame cleaning is designated by the letters “FI”.
- Prior to flame cleaning, any heavy layers of rust shall be removed by chipping.
- After flame cleaning, the surface shall be cleaned by power tool wire-brushing.
FI Flame cleaning
When viewed without magnification, the surface shall be free from mill scale, rust, paint coatings and foreign matter. Any remaining residues shall show only as a discoloration of the surface (shades of different colours). See photographs A FI, B FI, C FI and D FI.
Conclusion
ISO 8501-1 is a fundamental standard for ensuring proper surface preparation and coating performance. Understanding rust grades and preparation grades helps engineers, inspectors, and contractors deliver durable and reliable coating systems.
👇 Click here for other parts of ISO 8501 as follows,
- ISO 8501-2: Preparation grades of previously coated steel substrates after localized removal of previous coatings.
- ISO 8501-3: Preparation grades of welds, edges and other areas with surface imperfections
- ISO 8501-4: Initial surface conditions, preparation grades and flash rust grades in connection with high pressure water jetting
[…] ISO 8501-1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates … […]