{kind=link}
Introduction
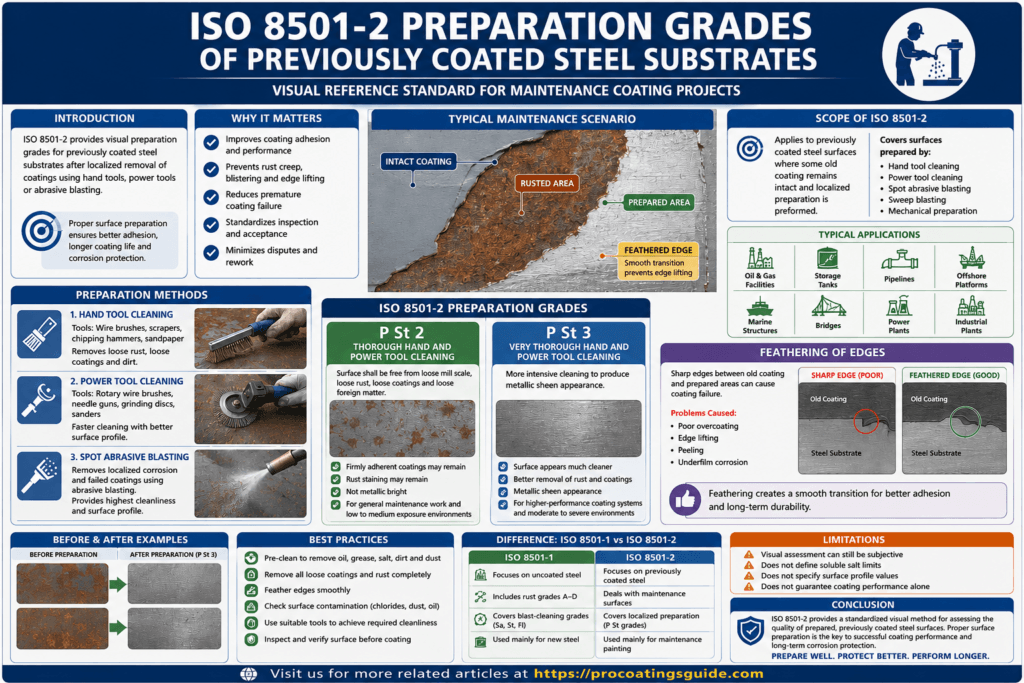
In the protective coatings industry, surface preparation is one of the most critical factors affecting coating performance and service life. While new steel surfaces are commonly prepared according to rust grades and blast-cleaning standards, maintenance projects often involve previously coated steel substrates where old coatings remain partially intact.
This is where ISO 8501-2 becomes essential.
International Organization for Standardization developed ISO 8501-2 to provide visual reference standards for the preparation of previously coated steel surfaces after localized coating removal and surface preparation methods such as spot blasting, power tool cleaning, and hand tool cleaning.
The standard helps inspectors, contractors, coating manufacturers, and asset owners evaluate the condition of prepared surfaces before repainting, ensuring better coating adhesion and long-term corrosion protection.
What is ISO 8501-2?
ISO 8501-2 is titled:
“Preparation of steel substrates before application of paints and related products Visual assessment of surface cleanliness — Part 2: Preparation grades of previously coated steel substrates after localized removal of previous coatings.”
The standard provides:
- Visual preparation grades
- Surface cleanliness references
- Guidance for maintenance painting
- Comparison photographs for prepared steel surfaces
Unlike ISO 8501-1, which focuses mainly on uncoated steel and mill scale, ISO 8501-2 specifically addresses:
- Previously painted steel
- Maintenance coating work
- Partial coating removal
- Localized corrosion repair
- Surface preparation around intact coatings
Why ISO 8501-2 is Important
Maintenance painting projects are common in:
- Oil & gas facilities
- Storage tanks
- Pipelines
- Marine structures
- Offshore platforms
- Bridges
- Power plants
- Industrial plants
In these projects, complete abrasive blasting may not always be practical or economical. Often, only damaged coating areas are cleaned and repaired. ISO 8501-2 helps standardize the preparation quality and minimizes disputes between owners, contractors, and inspectors.
Scope of ISO 8501-2
The standard applies to:
Previously coated steel surfaces prepared by:
- Hand tool cleaning
- Power tool cleaning
- Spot abrasive blasting
- Sweep blasting
- Mechanical preparation
ISO 8501-2 Preparation Grades
- A number of preparation grades, indicating the method of surface preparation and the degree of cleaning, are specified.
- Each preparation grade is designated by the appropriate letters “Sa“, “St” or “Ma” to indicate the type of cleaning method used. The letter P before Sa, St or Ma indicates only localized removal of previous paint coatings
1. Spot Blast Cleaning of Previously coated surfaces
- Surface preparation by localized blast-cleaning is designated by the letters “P Sa“.
- Prior to blast-cleaning, any heavy layers of rust shall be removed by chipping. Visible oil, grease and dirt shall also be removed.
- After blast-cleaning, loose dust and debris shall be cleaned from the surface.
P Sa 2 - Thorough localized blast-cleaning
- Firmly adhering paint coatings shall be intact.
- The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and from most of the mill scale, rust and foreign matter.
- Any residual contamination shall be firmly adhering
P Sa 2½ - Very thorough localized blast-cleaning
- Firmly adhering paint coatings shall be intact.
- The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and from mill scale, rust and foreign matter.
- Any remaining traces of contamination shall show only as slight stains in the form of spots or stripes.
P Sa 3 - Localized blast-cleaning to visually clean steel
- Firmly adhering paint coatings shall be intact.
- The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and from mill scale, rust and foreign matter.
- It shall have a uniform metallic colour.
2. Hand- and power-tool cleaning of previously coated surfaces, P St
- Surface preparation by localized hand- and power-tool cleaning, such as scraping, brushing and grinding, is designated by the letters ”P St”.
- Prior to hand- and power-tool cleaning, any layers of rust shall be removed by chipping. Visible oil, grease and dirt shall also be removed.
- After hand- and power-tool cleaning, loose dust and debris shall be cleaned from the surface.
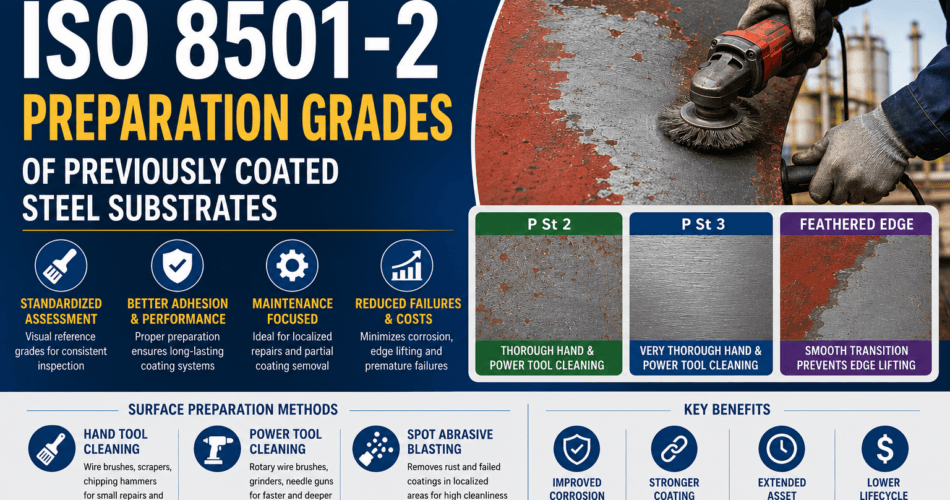
P St 2 - Thorough localized hand- and power-tool cleaning
- Firmly adhering paint coatings shall be intact.
- The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt and from poorly adhering mill scale, rust, paint coatings and foreign matter
P St 3 - Very thorough localized hand- and power-tool cleaning
- As for P St 2, but the surfaces to be cleaned shall be treated much more thoroughly to give a metallic sheen arising from the metallic substrate.
3. Localized machine abrading of previously coated surfaces, P Ma
- Surface preparation by localized machine abrading is designated by the letters “P Ma“.
- It comprises cleaning by thorough machine abrading (for example by disc with abrasive paper) or by special rotating wire brushes, which may be used in conjunction with needle guns.
- Prior to machine abrading, any heavy layers of rust shall be removed by chipping.
- Visible oil, grease and dirt shall also be removed.
- After machine abrading, the surface shall be cleaned from loose dust and debris.
P Ma Localized machine abrading
- Firmly adhering paint coatings shall be intact.
- The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and foreign matter and from mill scale and rust.
- Any remaining traces of contamination shall show only as slight stains in the form of spots or stripes.
Best Practices for ISO 8501-2 Surface Preparation
Pre-Clean the Surface
Remove Oil, Grease, Salts, Dirt and Dust before mechanical cleaning begins.
Remove Loose Coatings Completely
All poorly adherent coatings should be removed.
Feather Coating Edges Properly
Ensure smooth transitions around repaired areas.
Check Surface Contamination
Use appropriate testing methods for: Chlorides, Dust, Oil contamination
Use Suitable Power Tools
Select tools capable of achieving required preparation grades.
Verify Surface Before Painting
Inspect for: Cleanliness, Dryness, Surface condition, Edge preparation
Conclusion
ISO 8501-2 preparation grades play a critical role in maintenance coating projects involving previously coated steel substrates.
Proper surface preparation remains the foundation of every successful protective coating system. Whether working on pipelines, storage tanks, offshore platforms, or structural steel, implementing ISO 8501-2 helps ensure reliable long-term corrosion protection.
👇 Click here for other parts of ISO 8501 as follows,
- ISO 8501-1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings
- ISO 8501-3: Preparation grades of welds, edges and other areas with surface imperfections
- ISO 8501-4: Initial surface conditions, preparation grades and flash rust grades in connection with high pressure water jetting