{kind=link}
Introduction
Abrasive blasting is one of the most critical processes in surface preparation for protective coatings. Whether in oil & gas, marine, infrastructure, or fabrication industries, the performance and lifespan of a coating system largely depend on how well the surface is prepared before application.
Among all preparation methods, abrasive blasting stands out for its ability to remove contaminants, create a uniform surface profile, and ensure strong coating adhesion.
What is Abrasive Blasting?
Abrasive blasting is a surface preparation technique in which abrasive materials are propelled at high velocity onto a surface to:
- Remove rust, mill scale, old coatings, and contaminants
- Clean and roughen the surface
- Create an anchor profile for coating adhesion
This process is typically performed using compressed air or centrifugal wheels.
Types of Abrasive Blasting
Abrasive blasting is basically divided in to two categories.
- Dry Abrasive Blasting
- Wet Abrasive Blasting.
1. Dry Abrasive Blasting

- Dry abrasive blasting removes rust, mill scale, or other visible surface contaminants to create a roughened surface or angular profile by using highly pressurized air in combination with abrasives.
- The compressed air energizes the abrasive particles to force them through an orifice of the “blast nozzle.”
- Abrasive particles impact the surface removing adherent materials and creating the surface profile.
Advantages:
- It provides a superior level of cleanliness compared to surfaces prepared with hand or power tools, and it increases the service life of the coating over power tools.
- Abrasive blasting also provides an excellent surface profile for good coating adhesion.
- It is very efficient to operate because an operator can prepare a large surface area in a single work shift.
- It leaves the blasted surface dry until coating application unless there is considerable humidity in the work area, which leads to surface deterioration.
Disadvantages:
- When an abrasive impacts a hard surface, the abrasive particle often breaks or shatters, propelling finer particles into the air as dust, in addition to dust already present in the dry media. This impact can cause dry sparks charged with static electricity and is harmful to sensitive equipment, the environment, and workers in the area.
- The residual dust and debris from the coatings and rust being blasted off must be removed by brushing, wiping, vacuuming, or blowing with clean compressed air.
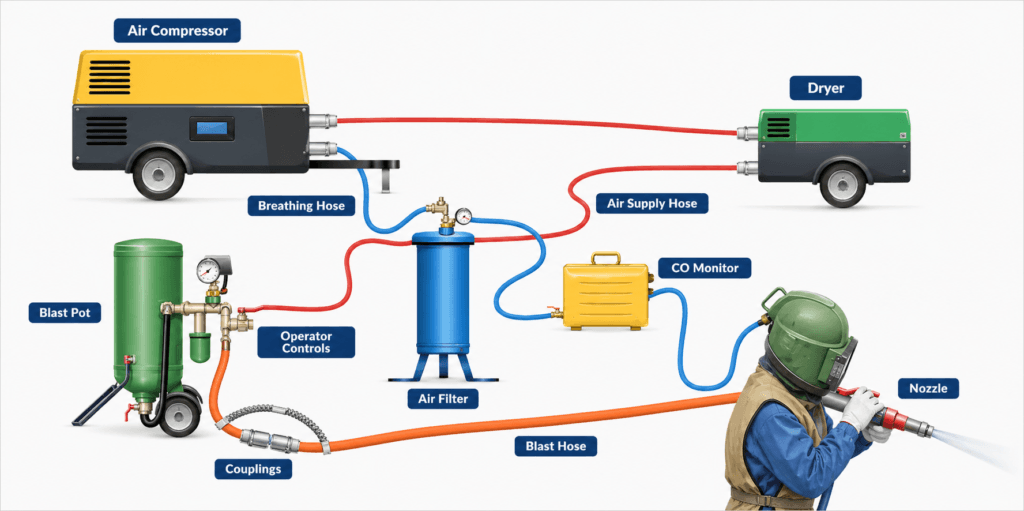
Dry Abrasive Blasting Equipment: Overview
- The blasting components focus on generating the stream of abrasive media required to prepare the surface.
- Within the system, an air compressor supplies air through a hose at high speed, pressure, and volume.
- This air then travels through a dryer where moisture and contaminants are removed.
- The compressed air then travels to the blast pot, where it energizes the abrasive media contained within the pot.
- The blast media is then forced through a pressurized blast hose to the nozzle and propelled onto the substrate at 450 mph (720 kph).
- Upon impact, the blast media also breaks into smaller pieces that scour the surface. The longer an area on the substrate is blasted, the cleaner it will become due to this scouring and impact effect.
- Eventually, the blast media removes the existing material and creates the required profile on the substrate.
1. Air Compressors
- An air compressor supplies air through a hose at high speed and volume.
- The force with which the abrasive hits the surface depends on the volume and pressure of air from the compressor and the type and size of the blasting nozzle.
- The higher the pressure and volume, the larger the nozzle you can use.

- Air pressure is the result of a large volume of air being forced into a smaller area. Higher pressure pushes the abrasive faster, doing a better and faster job.
- A compressor’s ability to create air volume is measured in cubic feet per minute or liters per minute. It is important to use the appropriate compressor for each particular job.
- A compressor used for abrasive blasting needs to be commercial grade. The portable compressors found at hardware stores are all rated for anywhere from 125 – 225 PSI or approximately 8.6 -15.5 BAR. They do not produce enough cubic feet per minute or liters per minute.
2. Air Dryers
- Dryers remove water from the compressed air through the use of absorbent filters, which help prevent condensation and prevent the abrasive from getting wet.
- It is very important to use dry compressed air when abrasive blasting. Wet air ruins the abrasive, reduces blasting productivity, contaminates the surface, and can damage dust collector bags or cartridge filters.
- Another problem with wet air is the potential for flash rusting. The Blotter Test is used to verify that the compressed air is clean and dry.

3. Blast Pot & Operator Controls
Blast Pots
- The blast pot is the pressurized vessel where the abrasive is mixed with compressed air before being transported by the blast hose to the surface being cleaned.
- With abrasives and equipment both under pressure, safety is very critical.
- Remember that abrasives and air leave the nozzle at a rate close to half the speed of a shotgun charge. At that velocity, abrasives can strike surfaces or other workers a considerable distance from the operation and still cause impact or injury.
- Ongoing maintenance is needed to eliminate leaks and pressure losses.
- An annual inspection is required in most countries to ensure the safe and effective functioning of the blast pot.

Main Air Inlet Valve
- The main air inlet valve starts and stops the flow of compressed air into the blast pot and the blast hose.
- In other words, this valve starts and stops the abrasive blast operation.
- A look-out, or pot tender, is often stationed at the pot to close the valve, when required.
Abrasive Regulator Valve
- An abrasive regulator valve is used to obtain the proper balance of abrasive being fed into the air stream and nozzle.
- The blaster or pot tender sets the valve, which determines the flow of abrasive to the volume and pressure of air at the nozzle.
4. Hoses
The three types of hoses associated with abrasive blasting equipment are the Service Air Supply Hose, Breathing Air Hose, and Blast Hose. Each of these hoses performs a specific function.
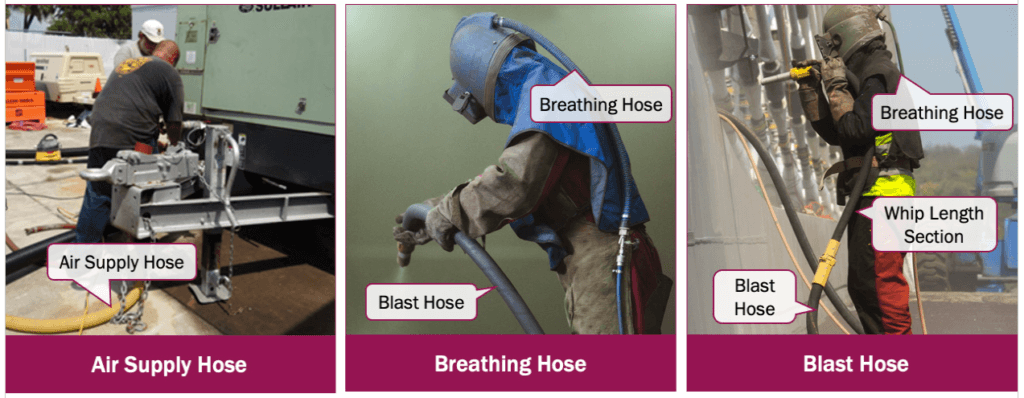
Service Air Supply Hose
- The air supply hose, often called the bull line or bull hose carries air from the compressor to the abrasive blast unit.
- Generally, the larger the air line, the better; a minimum of 1.25 in (31 mm) internal diameter (ID) is recommended. The recommended hose size is 3 – 4 times the nozzle opening. The larger hose size eliminates the loss of air pressure through the air hose caused by friction.
Breathing Air Hose
- A breathing air hose delivers clean air to the operator through the blast hood.
- This type of hose tends to be a smaller diameter hose and should always be connected to an in-line air filter and a Carbon Monoxide (CO) monitor.
- In many countries, such as the US, the air must meet specific quality requirements and should be verified. Also, CO monitors must be routinely certified to ensure they are working properly.
- It is important to note that if the breathing air for the blaster is being provided by the service air compressor, then the air quality needs to meet the appropriate regulations, specifications, or local requirements.
Blast Hose
- The blasting hose carries the abrasive media and pressurized air to the nozzle and the surface being cleaned.
- There are two types of abrasive blasting supply hoses: Four-ply, which is used when the hose is subject to external abuse, or when there is a danger of the operator pulling it at right angles, and Two-ply, which is a lighter hose preferred by some blasters because of its greater flexibility.
- The size and length of abrasive blast hoses are related to their efficiency.
- A rule of thumb is the hose inner diameter (ID) should be 3 – 4 times the size of the nozzle opening, and the hose length should be kept as short as possible.
- The whip length section is the last section of the blast hose. It gives the operator better handling, especially under high pressure. It is usually 10-15 ft (3 – 4.5 m) long and is a smaller diameter than the rest of the blast hoses. The smaller internal diameter (ID) causes a drop in pressure, so it is recommended that operators use a whip attachment only when necessary.
5. Couplings, Whip Checks, & Deadman Switch
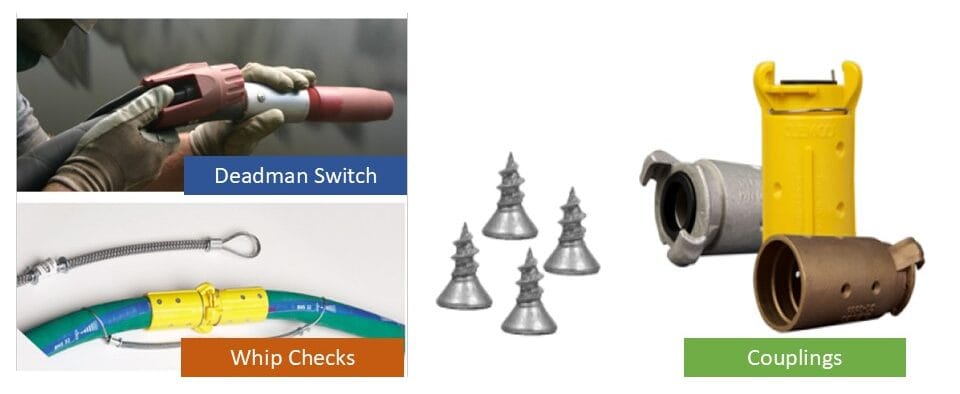
Couplings
- Couplings are devices that connect the different hose sections together.
- Couplings are externally fitted with external screws that penetrate the wall of the hose.
- However, leaks and loss of pressure will occur if the screws penetrate the inner tubing.
- Couplings that are internally fixed are not used as they reduce the hose inner diameter and the air capacity of the hose, thus reducing the overall efficiency of the blast system.
Whip Check
- A whip check safety cable or other “whip arresting devices” may be required as an additional safety precaution at hose connections.
- A whip check is a cable that connects the two hoses near the coupling.
- If the coupling fails, the whip-check prevents the hoses from flying loosely. This reduces the chance of injury to you and nearby workers.
Deadman Switch
- The deadman switch is attached to the blast nozzle and the blast pot.
- When the blaster holds the deadman switch in the closed position, it activates the blast pot. When the switch is released, the blast machine is immediately shut down; however, the hose remains pressurized until the air bleeds out, thus safeguarding the operator. This is important to know so that the hose is not let go of once the deadman switch is released.
- If the operator becomes ill, faints, trips, and drops the hose, the deadman switch prevents the blaster and others in or near the work area from being hit by flying abrasives or the hose from whipping around.
6. Blast Nozzles
- Types of blasting nozzles commonly used in the industry today include straight bore nozzles, venturi nozzles, and angle nozzles.
- Blast nozzles are sized in increments of 1/16” (1.6 mm), which represents the inside diameter (ID) of the nozzle.
- The nozzle entry throat must match the ID of the air supply hose.
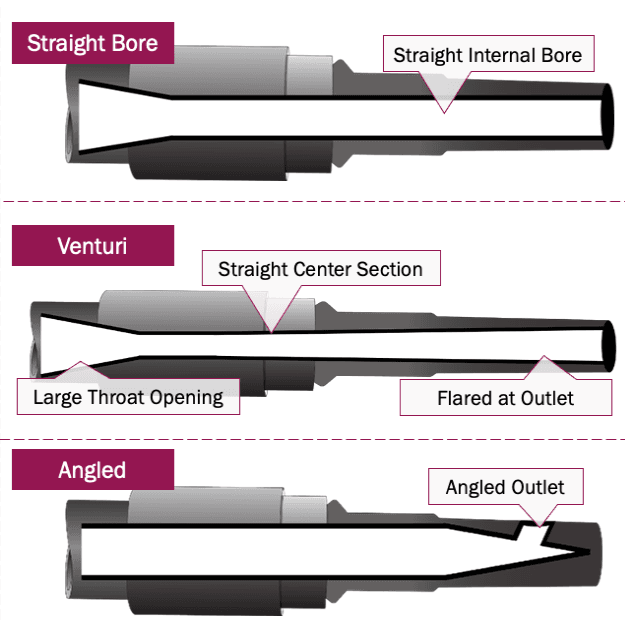
Straight Bore Nozzle
- As the name implies, these nozzles have a straight internal bore and a small throat opening. They tend to spread the abrasive in a large blast pattern, with more concentration in the center and less at the edges.
- This design is best for smaller jobs that require a tight blast pattern, such as spot blasting.
- Straight bore nozzles propel the abrasive at the surface at roughly one-half the speed of a venti nozzle, making them the preferred choice for maintenance work.
Venturi Nozzle
- A venturi nozzle has a large entrance throat, tapers gradually into a short straight section in the middle, and then flares at the outlet end.
- These nozzles create a wide blast pattern and increase abrasive velocity by as much as 100%. They are the best choice for greater productivity when blasting larger surface areas.
- Long venturi style nozzles yield a significant increase in productivity compared to straight bore nozzles while reducing abrasive consumption.
- Double venturi and wide throat nozzles are enhanced versions of the long venturi style nozzle.
- The double venturi can be thought of as two nozzles in a series with a gap and induction holes in between that draw in additional air to increase the velocity of the air and abrasive stream. These nozzles are best utilized when a wider, less aggressive blasting pattern is needed.
- Wide throat nozzles feature a large entry throat and a large diverging exit bore. When matched with the same size hose, they can provide an increase in productivity over nozzles with a smaller throat and yield a larger pattern with lower abrasive consumption.
Angle Nozzle
- An angular nozzle creates a tight blast pattern and is ideal for abrasive blasting in areas with limited access.
- Many operators waste abrasive and time waiting for ricochet to get the job done.
- The little time it takes to switch to an angle nozzle is always quickly recovered, and total time on the job is reduced. The design of the nozzle directs the air and abrasive through an opening in the side of the nozzle body to access difficult to reach work areas.
- Nozzles should be checked for wear and tear before and after each use.
- A rule of thumb is to always replace the nozzle when it is worn out by 1/16 of an inch.
- When a nozzle wears out, the orifice diameter grows larger – the pressure decreases, and both the air velocity and the abrasive drop in speed. As a result, the blasting slows down as the compressor must work harder to keep up with the inefficient air consumption. This leads to less of the surface being cleaned while increasing the abrasives consumption
7. Respiratory Protection Components/ Equipment
- Abrasive blasting generates large volumes of dust and debris.
- The assurance of air quality is an important aspect of the process to ensure the health of the blast operator.
- The two key pieces of respiratory equipment are the In-line air filter and the Carbon Monoxide monitor. Note that there are 2 in1 pieces of equipment that can perform both these functions.

In-line Air Filter
- The in-line air filter is placed in-line between the breathing air source and the CO monitor prior to the breathing air being delivered to the blast hood.
- This filter is designed to remove oil mist, water vapor, and particulates from breathing grade compressed air.
- The filter works when air enters through the inlet port; once the air is filtered, moisture is removed and drained through a drain valve located at the bottom of the airline filter, which prevents contaminants from entering the CO monitor.
Carbon Monoxide Monitor
- The carbon monoxide (CO) monitor is used with any type of air compressor that is utilized for breathing air. It is connected after the in-line air filter and monitors the airflow to the blast hood.
- Carbon monoxide is a poisonous gas that is referred to as the “Silent Killer.” The gas is odorless, colorless, and tasteless, so it is nearly impossible to detect without a monitor.
- The CO monitor sounds an alarm when it senses a certain amount of CO in the air to notify the operator that the CO level has reached a dangerous concentration.
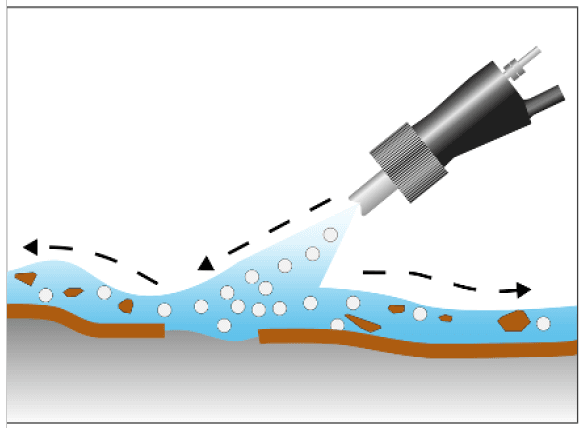
2. Wet Abrasive Blasting

- Wet abrasive blasting describes any cleaning process where an abrasive of some type is incorporated with water to form the cleaning medium.
- Water is injected into the high-pressure air and abrasive stream at the nozzle to moisten the abrasive prior to impacting the surface. Different types of abrasive media may be used with this method.
- It is important to note that the water used for these methods needs to be clean, potable water. It should be tested for soluble salts and pH levels prior to use to prevent surface contamination.
Advantages:
- Wet abrasive blasting is often used when dust suppression is a key objective of a project. When the wet abrasive impacts the surface, the blast media particles are encapsulated in water droplets that weigh the particles down, thus reducing dust.
- This eliminates the need for containment, allowing operators to work in a wide range of environments with minimal setup and cleanup costs.
- This process simultaneously degrease and clean the surface.
- The water also provides a cushioning effect, caused by the abrasive being encapsulated in the water droplet, providing a finer finish and a deeper cleaned surface with profile.
Disadvantages:
- A major concern with wet blasting is that flash rust can occur quickly after blasting.
- Flash rust is the rusting that occurs as a metal surface dries after cleaning.
- Wet abrasive systems use small-bore nozzles, which means the productivity is lower than what can be achieved by using dry abrasive blasting.
- Finally, the wet abrasive/residue mixture makes cleanup a challenge, and the buildup of water in areas can be a hazard.
Types of Wet Abrasive Blasting

Vapor Blasting:
The abrasive media is combined with water in the blast pot under water pressure. This mixture is injected into the airflow and is introduced at the blast hose instead of the nozzle like wet abrasive blasting. Vapor blasting uses higher PSI than typical dry abrasive blasting.
Slurry Blasting:
The abrasive media is mixed with water and pressurized air in the blast pot, creating a slurry that is pumped through the blast hose to the nozzle.
Halo or Water Ring Blasting:
A water ring is attached to the end of the nozzle, and the flow of water is controlled by a small valve on the attachment. The water stream wets the abrasive stream outside as it leaves the nozzle.
Wet Abrasive Blasting Equipment
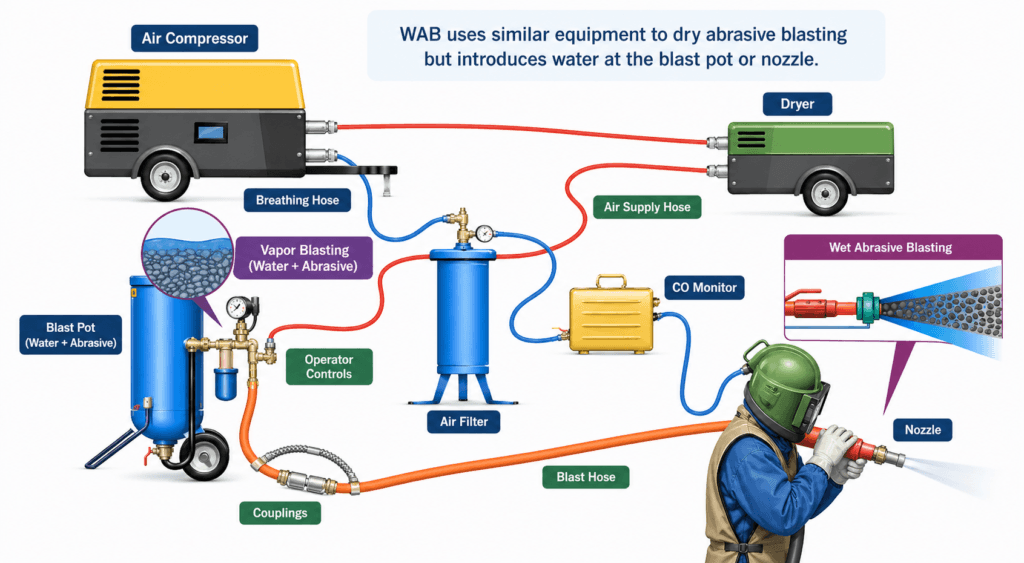
Wet blasting involves mixing a dry abrasive with water, either through:
- Water Injection Nozzles
– Uses air induction holes to draw air into the nozzle
– Water is injected into the air/abrasive stream before it exits the nozzle - Halo Nozzles
– A water ring or “halo” attaches to the end of the nozzle in a conventional air blasting setup
– Water is injected into the air/abrasive stream after it has left the blast nozzle
Abrasive Blasting Standards
- Dry and Wet Abrasive blasting covered under international standards to ensure consistency and quality.
- There are three key organizations that have developed dry/wet abrasive blasting standards.
- They include NACE, the Society for Protective Coatings (SSPC), and the International Standards Organization (ISO).
Dry Abrasive Standards
NACE/SSPC Standards:
- NACE No. 4/SSPC-SP 7 – Brush-Off Blast Cleaning
- NACE No. 8/SSPC-SP 14 – Industrial Blast Cleaning
- NACE No. 3/SSPC-SP 6 Commercial Blast Cleaning
- NACE No. 2/SSPC-SP 10 – Near-White Metal Blast Cleaning
- NACE No. 1/SSPC-SP 5 – White Metal Blast Cleaning
ISO Standards:
- ISO 8501-1 Sa 1 – Light Blast Cleaning
- ISO 8501-1 Sa 2 – Thorough Blast Cleaning
- ISO 8501-1 Sa 2½ – Very Thorough Blast Cleaning
- ISO 8501-1 Sa 3 – Blast Cleaning to Visually Clean Steel
Wet Abrasive Standards
- The wet abrasive blasting standards were jointly developed by NACE and SSPC. However, ISO does not currently have an equivalent set.
- The wet abrasive standards define each cleanliness level the same as the NACE/SSPC dry abrasive levels and as such, have the same title, but with the letters “WAB” added. WAB stands for wet abrasive blast.
Click for more details on each standards👇👇