{kind=link}
Introduction
Changing weather conditions can quickly alter the environmental conditions around worksites. This vulnerability to weather presents many challenges during coating operations. When atmospheric conditions move outside the specified range for a coating the quality of the coating cannot be assured and coating defects may occur. Continued measurement of these conditions is especially important when weather conditions change during the course of a work shift or during coating operations that take many hours to complete.
Environmental conditions refer to the prevailing, and uncontrolled atmospheric and weather conditions surrounding a structure. Note that environmental conditions can also be referred to as ambient conditions.
These are the five environmental conditions that can greatly affect on a coating project.
- Surface Temperature
- Relative Humidity
- Air Temperature
- Dew Point
- Wind Speed
Surface preparation and coating application both require careful considerations of environmental or ambient conditions. Monitoring these conditions during each phase of the project is critical to the project’s success. Coatings perform best when they are applied in the appropriate conditions as specified on their PDS.
1. Surface Temperature
Surface temperature is the temperature of the surface being coated. Surface temperature can also affect the ability of the coating to adhere to the surface, to fully cure, and the coating’s performance should the surface temperature change during the cure.
Effect of the temperature change:
- Sudden temperature changes may cause condensation to form on the substrate.
- Affect solvent evaporation and curing rates may result in improper film formation causing such defects as blistering, pin holing, cratering, dry spray, mud cracking, etc.

Standard Surface Temperature:
- ASTM D3276, Standard Guide for Painting Inspectors (Metal Substrates), states that the surface
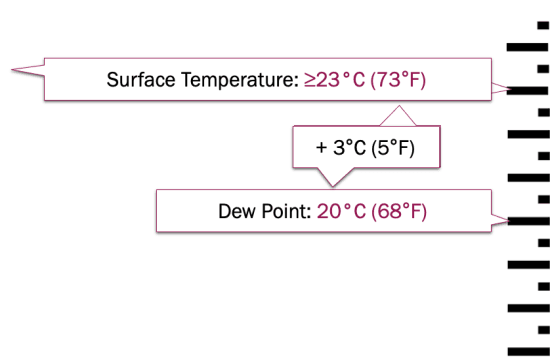
temperature for coating application is typically minimum 5ºC (40°F) with a maximum of 50ºC (125°F) unless different temperatures are specified. - Coatings should only be applied when the substrate temperature is at least 3 ºC or 5 ºF above the dewpoint temperature in order to prevent condensation from forming on the substrate being coated.
2. Air Temperature
Air temperature is the temperature of the air where the work is being performed. Air temperature generally affect coating operations more than they affect surface preparation operations since coatings require a specific time and temperature to properly cure.
High air temperatures can result in:
- Shorter pot life, shorter induction time, lower viscosity
- Longer cure time, reduced re-coat window, potential re-rusting, and wrinkling of the coating.
Low air temperatures will typically result in:
- Longer pot life, longer induction time, and higher viscosity
- Amine blush (bloom) and adhesion issues
Both the surface and air temperatures are the first conditions to check when assessing the risk of moisture formation on a substrate. Surface temperature and air temperature are often different. This is especially true when work is accomplished outdoors. At night, steelwork usually radiates heat and is cooled below air temperature. During the day, it absorbs heat and is usually warmer than the air temperature.
3. Relative Humidity
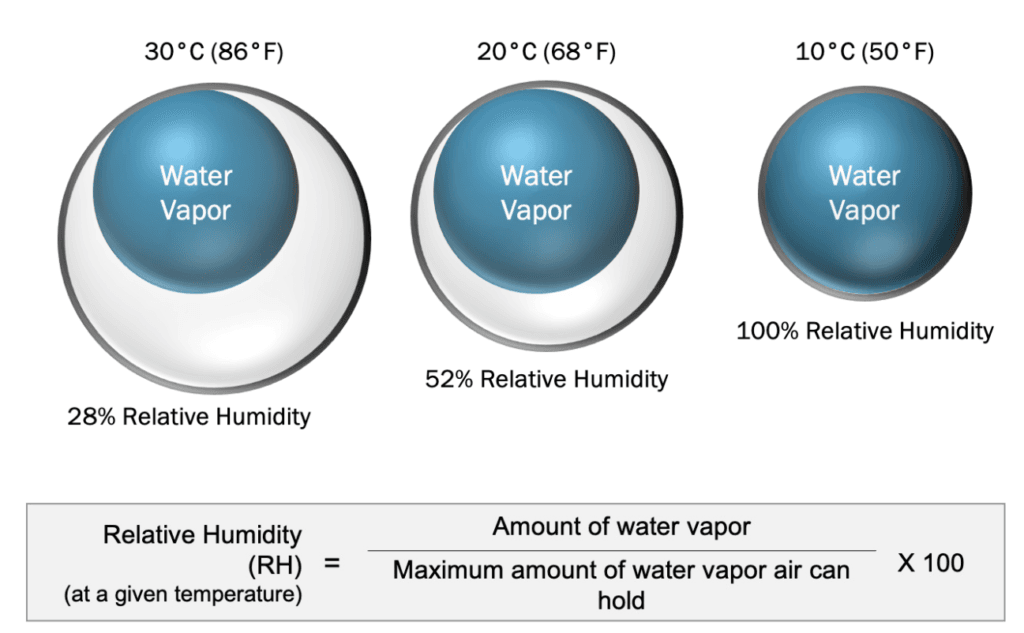
- Relative humidity (RH) is a measure of the amount of water vapor or moisture in the air compared to the maximum amount of water vapor (moisture) the air can hold at that temperature or saturation.
- Saturation means that the air cannot hold any more moisture as water vapor. Any excess moisture will condense out of the air and appear as condensation on surfaces. This means the relative humidity is at 100%.
The amount of water vapor that air can hold depends on the temperature. For example, if the water vapor content stays the same and the temperature drops, the relative humidity increases. If the water vapor content
stays the same and the temperature rises, the relative humidity decreases.
Because the rate of condensation and corrosion in a specific environment increases significantly when the RH
is 40% or above, controlling the humidity below 40% is an important factor in preventing corrosion.
Relative humidity may affect the coating operations. Too much moisture in the air affects:
- Curing: There are solvents in coating film that evaporate, but when RH is too high, there is no available space for the solvent to evaporate. Solvent entrapment can cause film defects to occur due to improper curing. This is why many coating specifications will restrict coating application when the relative humidity is expected to be too high.
- Blasting: High humidity results in the rapid deterioration of a newly blasted or cleaned surface. Dry abrasive blasting should never be conducted in wet or damp conditions, e.g., when raining or when the relative humidity is very high (generally greater than 90%).
Generally, blasting and coating application not be done when humidity is higher than 85%.
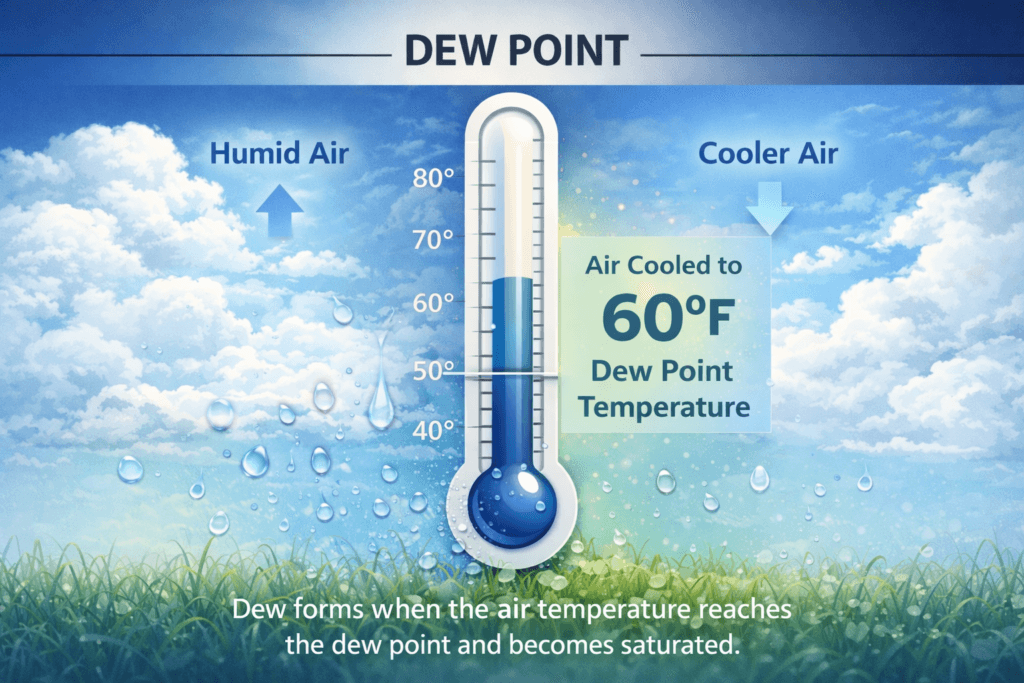
4. Dew Point
Dew point is the temperature at which atmospheric air becomes saturated with water causing moisture to form on the steel surface. It is a function of air temperature and relative humidity.
Dew point negatively affects a coating’s ability to cure and as such, coatings should always be applied when the surface temperature is at least 3°C or 5°F above the reported dew point temperature. These temperatures should also be maintained throughout the curing process.
- In addition, rain and fog can produce moisture and condensation and raise dew point too high for coating application.
- Another consideration regarding moisture such as rain or fog is that any coating applied over a wet surface will not adhere to the substrate.
- Dew point also affects blasting operations as blasting too close to the dew point allows moisture to form on the surface leading to flash rust.
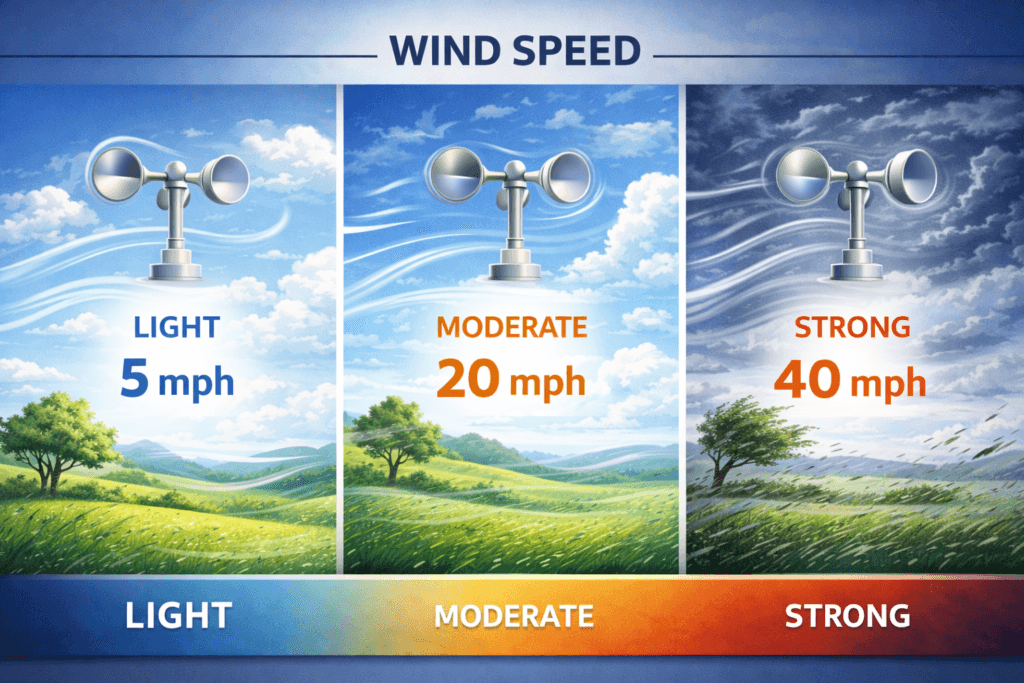
5. Wind Speed
Wind speed can adversely affect a coating job in several ways. It can:
- Blow contaminants such as sea spray, salt, blast media, dust, or other debris onto a surface that is about to be blasted or onto the wet coating when applying coatings.
- Cause excessive drift or overspray onto unprotected surfaces during spray application.
- Accelerate solvent evaporation after application, affecting cure
- Contribute to the formation of dry spray which occurs when the solvent evaporates before the paint stream reaches the substrate – essentially the coating dries out
Importance of Monitoring Environmental Conditions
- Surface Preparation:
–High humidity > 85% or surface temperatures lower than the dew point may result in flash rusting - Mixing and Thinning:
– A high air temperature will reduce induction time and pot life of a coating material
– May reduce the application recoat window - Coating Application:
– Dry spray occurs when the coating dries too quickly during spraying from rapid solvent evaporation, due to high air pressure or wind before it reaches the surface - Curing:
– Low surface temperatures may slow curing and affect the recoat window
– Applying an additional coat prior to or outside of the specified re-coat window may result in a coating failure
– Too high a relative humidity will cause the slow evaporation of solvents
Measuring Environmental Conditions
There are many test instruments available on the market from many different manufacturers. Some of
these instruments measure a particular environmental condition and others are able to measure a range of conditions.
Visit the below article for more about instruments are commonly used to measure environmental conditions.
Environmental Conditions Measuring Instruments
Reference and Standards:
- AMPP (The Association for Materials Protection and Performance)
- SSPC (Society for Protective Coatings).