{kind=link}
Surface Preparation Standards
- Both hand tool cleaning and power tool cleaning are governed by industry standards.
- Standards are formal documents produced by key industry bodies that provide guidance for carrying out technical procedures.
- Standards are important as they establish a reasonable expectation of the quality of the finished product.
- Surface preparation standards achieve this by enabling the user to identify the initial condition of the surface and to determine if the required cleanliness level has been achieved.
Hand and Power Tool Cleaning Standards
- There are two key organizations that have developed hand and power tool cleaning standards. They are the,
- Society for Protective Coatings (SSPC)
- International Standards Organization (ISO).
- It should be noted that SSPC has separate standards for hand tool cleaning and power tool cleaning, whereas ISO combines hand and power tool cleaning into one standard with two grades of cleanliness.
SSPC- Standards
SSPC-SP 2 Hand Tool Cleaning
- A hand tool cleaned surface, when viewed without magnification, shall be free of visible deposits of oil and grease, and all loose mill scale, loose rust, loose paint, and other loose foreign matter.
- It is not intended that adherent material be removed by this process material is considered adherent if it cannot be removed by lifting with a dull putty knife.
SSPC-SP 3 Power Tool Cleaning
- A power tool cleaned surface, when viewed without magnification, shall be free of visible deposits of oil and grease and shall be free of all loose mill scale, loose rust, loose paint, and other loose detrimental foreign matter.
- It is not intended that adherent mill scale, rust, and paint be removed by this process.

SSPC-SP 15 Commercial Grade Power Tool Cleaning
- A commercial grade power-tool cleaned steel surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, rust, coating, mill scale, corrosion products, and other foreign matter.
– With the exception of trace amounts of coating and corrosion products in the lower portion of pits on pitted substrates.
- Random staining which shall be limited to no more than 33 percent of each unit area of surface (9 in.2 or 58 cm² ).
- The surface profile shall be a minimum of 25 µm (1.0 mil).
- The peaks and valleys on the prepared surface shall form a continuous pattern with no smooth, unprofiled areas.
SSPC-SP 11 Power Tool Cleaning to Bare Metal
- A bare metal power tool cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, rust, coating, mill scale, corrosion products, and other foreign matter.
- In addition:
– Level 1 – Shall be free of all stains, but no residue is permitted in pit bottoms
– Level 2 – Shall be free of all stains. However, trace amounts of coating and corrosion products are permitted to remain in the lower portion of pits. Level 2 shall be the default level unless otherwise specified.
– Level 3 – Random staining consisting of light staining, slight streaks, or minor discolorations caused by stains of rust, mill scale, or previously applied coatings shall be limited to no more than 5% of each unit area of surface. In addition, trace amounts of coating and corrosion products are permitted to remain in the lower portion of pits.
- The surface profile shall be a minimum of 25 µm (1.0 mil), deeper if specified
– The peaks and valleys shall form a continuous pattern with no smooth, unprofiled.
ISO Standards
ISO 8501-1:
- In ISO 8501-1, surface preparation by hand and power tool cleaning such as scraping, wire-brushing, machine brushing, and grinding is designated by the letters “St”.
- Prior to hand and power tool cleaning, ISO 8501-1 states that any heavy layers of rust shall be removed by chipping and that any visible oil, grease, and dirt also be removed.
ISO 8501-1 St 2 Thorough Hand and Power Tool Cleaning
- A thorough hand and power tool cleaned surface, when viewed without magnification, shall be free from visible oil, grease and dirt, and from poorly adhering mill scale, rust, paint coatings, and foreign matter.
ISO 8501-1 St 3 Very Thorough Hand and Power Tool Cleaning
- A very thorough hand and power tool cleaned surface shall meet the requirements of St 2, but the surface shall be treated much more thoroughly to give a metallic sheen arising from the metallic substrate.
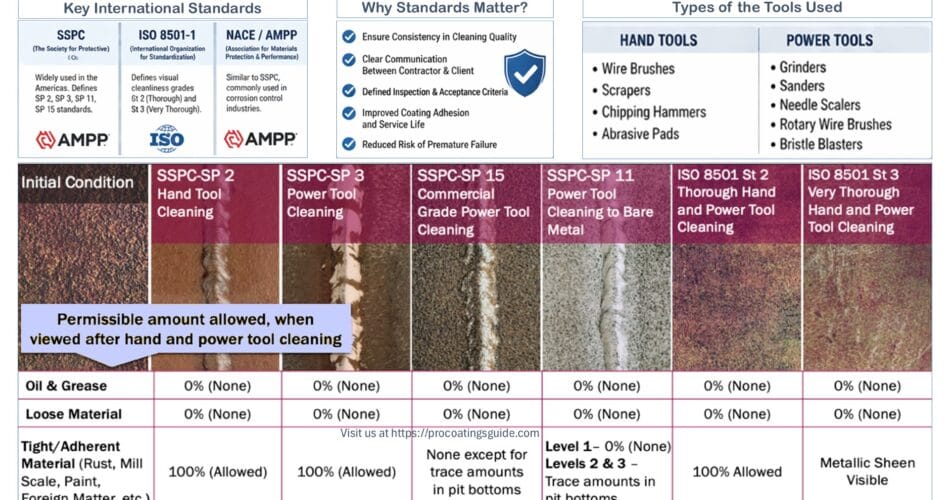
Visual Reference Guide:
Visual reference guides for hand and power tool cleaning standards contain a collection of reference photographs that supplement (SSPC) or are a part of (ISO) the written surface preparation standards. The photographs within these guides illustrate the initial condition or rust grades of unpainted steel surfaces, as well the end condition of steel surfaces that are prepared to each cleanliness level.
▶️ The visual reference guides for hand and power tool cleaning include:
- SSPC-VIS 3: Guide & Reference Photographs for Steel Surface Prepared by Power and Hand Tool Cleaning
– Supplements the Hand Tool (SP 2), Power Tool (SP 3), Power Tool to Bare Metal (SP 11) and
Commercial Grade Power Tool (SP 15) written standards. - ISO 8501-1: Preparation of Steel Substrates Before Application of Paints and Related Products
– The reference photographs are part of the St 2 and St 3 written standards
– Combines hand and power tool cleaning into one standard and does not distinguish between the two methods, just the degree of cleanliness between thorough and very thorough
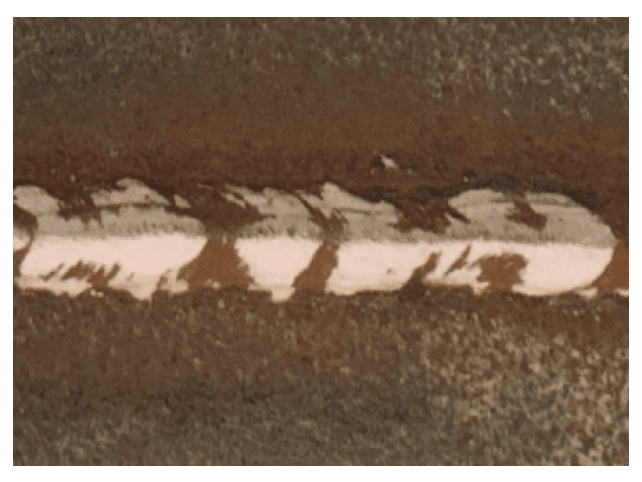
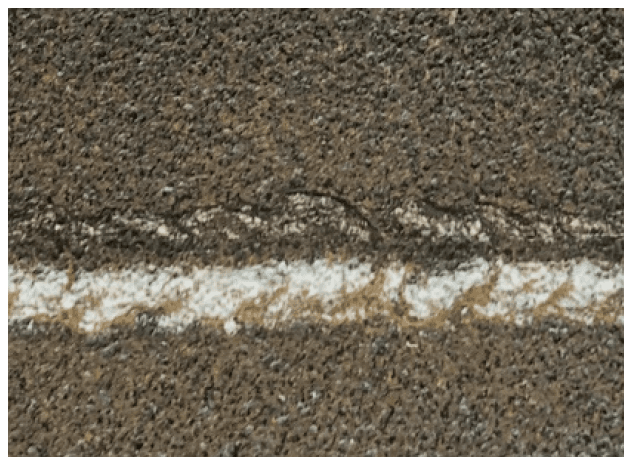
SSPC-VIS 3: End Conditions
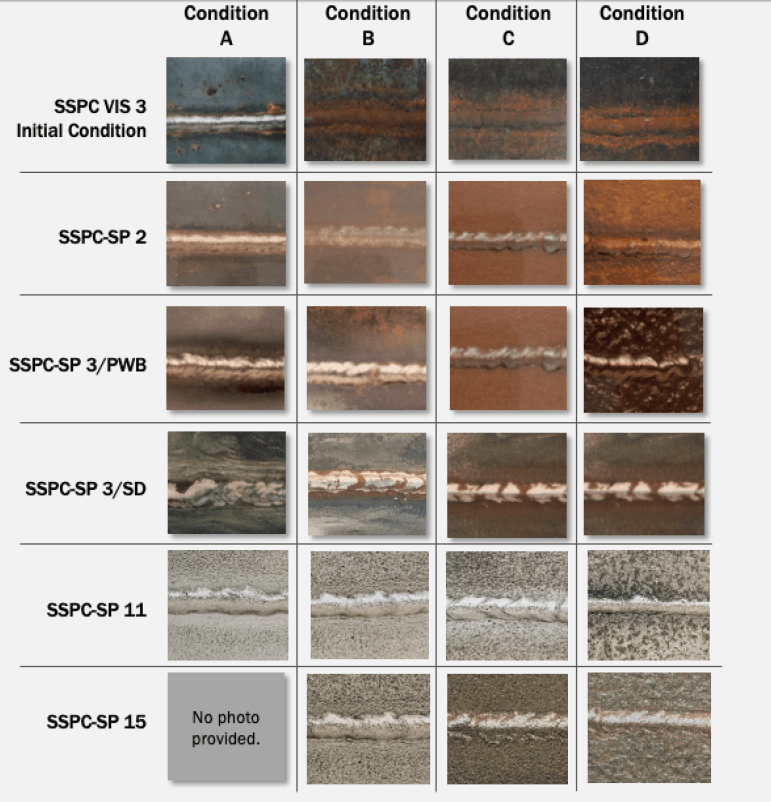
- SSPC-VIS 3 illustrates the end condition after the surface has been prepared by hand and power tools for all rust conditions.
- If hand tool cleaning has been specified, use the photographs with the designation SP 2.
- If power tool cleaning has been specified, first determine which of the following tools were used: For power wire brush, use the photos designated SP 3/PWB and if a sanding disc was used, refer to the photos designated SP 3/SD.
- Note that there is not a photo provided for SSPC-SP 15, Condition A. The effort required to remove mill scale on Condition A steel typically results in less staining than the maximum 33% allowed by SP 15, approaching the photograph provided for Condition A, SP 11.
- With SSPC-SP 15, an existing profile can be restored if it meets the minimum 1 mil (25 µm) requirement, or the specified profile can be produced using either a rotary flap peening assembly or needle gun.
ISO 8501-1: End Conditions
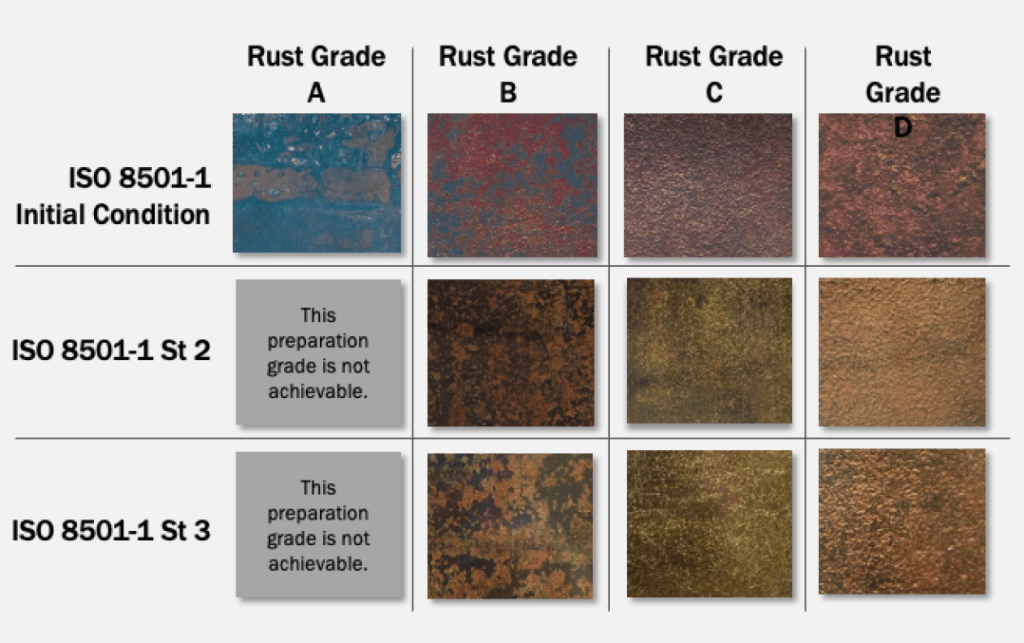
- The visual requirements of the two grades are identical in that all loose contamination is removed, with no requirement for any exposed underlying metal.
- The description does require that the surface be “treated much more thoroughly” for St 3, although this extra work cannot be detected by visual appearance.
- Furthermore, the tool used has a major effect on the appearance of the cleaned surface. For example, wire brushing, whether hand or power-operated, gives a completely different appearance than a surface prepared by a needle gun.
- The ISO standard does not acknowledge this at all.
How to Identify the End Condition of Steel
- Step-1. Refer to the project’s specification to determine the degree of surface cleanliness
required. - Step-2. For hand and power tool cleaning, the level of cleanliness will appear in the project specification as one of four industry standards:
- SSPC-SP 2 (Hand Tool Cleaning).
- SSPC-SP 3 (Power Tool Cleaning).
- SSPC-SP 11, (Power Tool Cleaning to Bare Metal).
- SSPC-SP 15 (Commercial Grade Power Tool Cleaning).
- ISO 8501-1 St 2 (Thorough Hand and Power Tool Cleaning).
- ISO 8501-1 St 3 (Very Thorough Hand and Power Tool Cleaning).
- Step-3. If SSPC-SP 3 (Power Tool Cleaning) is required, then the additional question, “What type of power tool will be used to prepare the surface?” needs to be asked. Please note that this step is only necessary if the project specification requires SSPC-SP3. Designated types of power tools include Power Wire Brush (PWB) or Sanding Disk (SD).
👉 Click here for more details on types tools used in Hand and Power Tool Cleaning.
- Step-4. Next locate the “after” reference photo for the required standard by using the initial condition code (Rust Grade A, B, C, D) identified during the initial condition assessment phase, prior to surface preparation commencing (e.g., C SP-5 or D St 2).
- Step-5. Compare the prepared surface to the “after” photo to evaluate the degree of cleanliness and its conformance with the standard.
Keep in mind that steel surfaces will show variations in texture, share, color, tone, pitting, flaking, mill scale, etc., which should be considered when making a comparison with the reference photos.
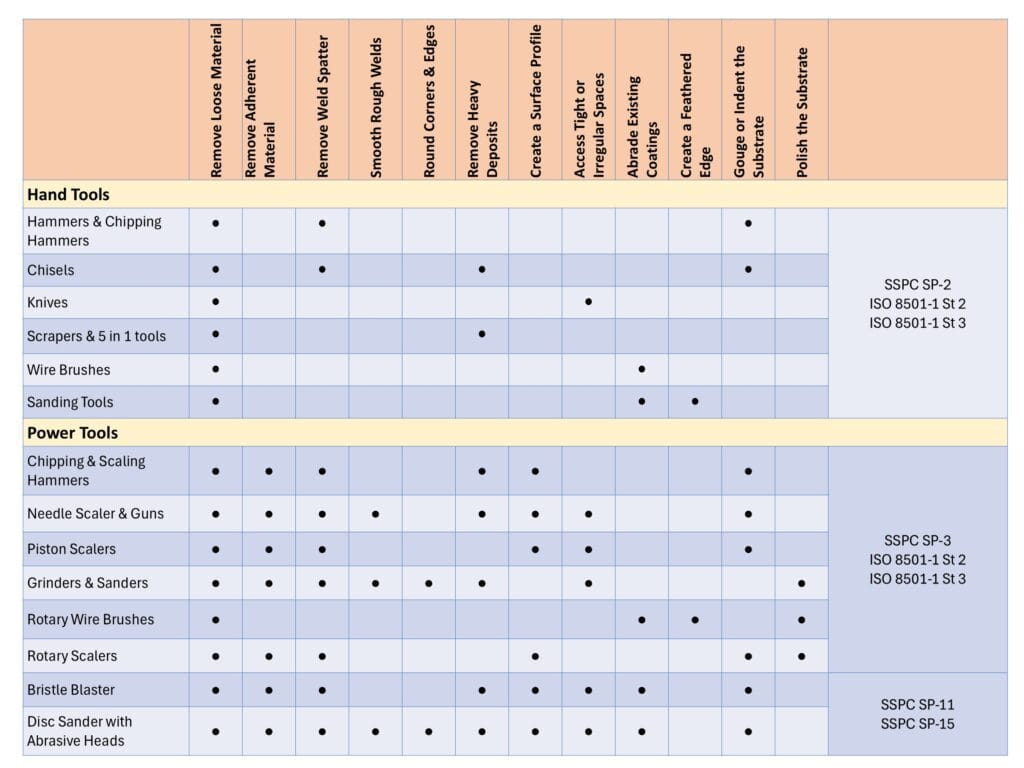
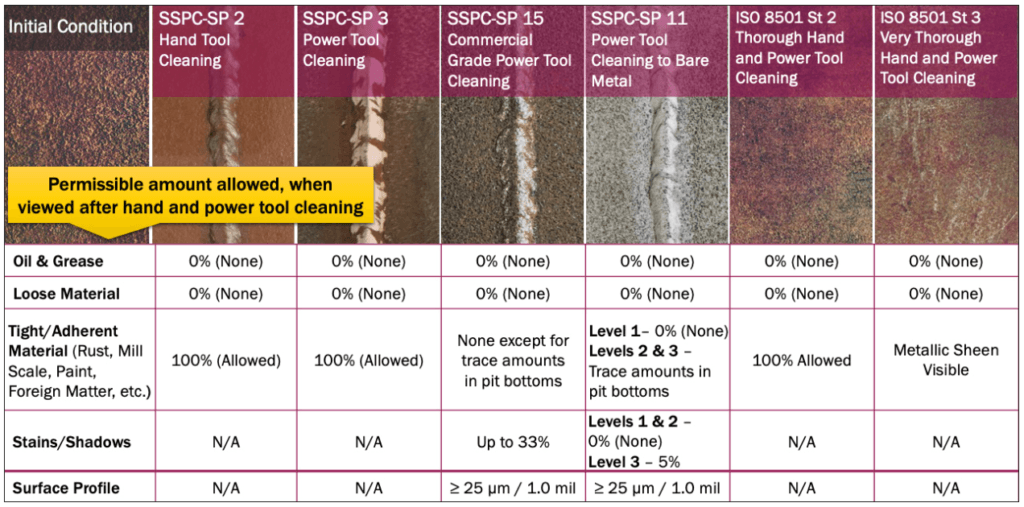
Comparing Hand and Power Tool Cleaning Standards
The hand and power tool standards focus on four separate characteristics when describing cleanliness levels. These characteristics are,
- Oil and Grease – All the standards require that the surface shall be free of visible deposits of oil and grease.
- Loose Materials – Includes loose mill scale, rust, dirt, existing coatings, and at times weld slag and weld splatter
– All the standards require that there is no loosely adherent material left on the surface. - Tight or adherent material refers to any material, such as mill scale, existing coating, corrosion products or other foreign matter that cannot be removed with a dull putty knife
– Only SSPC-SP 15 and 11 have restrictions on the amount of adherent material permitted to be left on the surface
– Both standards require that all tightly adherent material be removed, except for trace amounts in pit bottoms
– It should be noted that ISO 8501-1 St 3 requires that a metallic sheen be visible, suggesting that some tightly adherent material should be removed. - Staining/Shadows – Includes slight streaks or minor discolorations caused by stains of rust, stains of mill scale, and stains from previously applied coatings.
– Stains/shadows are measured per unit area of 9 in.2 or 58 cm²
– Only SSPC-SP 15 and 11 have restrictions on the amount of staining permissible
– SSPC-SP 15 allows for up to 33% per unit area and SP 11 allows for 0% or none. - Surface Profile, also referred to as anchor profile, is the roughness or distortion of the surface created by surface preparation.
– Only SSPC-SP 15 and 11 have surface profile requirements.
– Both standards require that a minimum surface profile of ≥ 25 µm / 1.0 mil is produced.
Summary